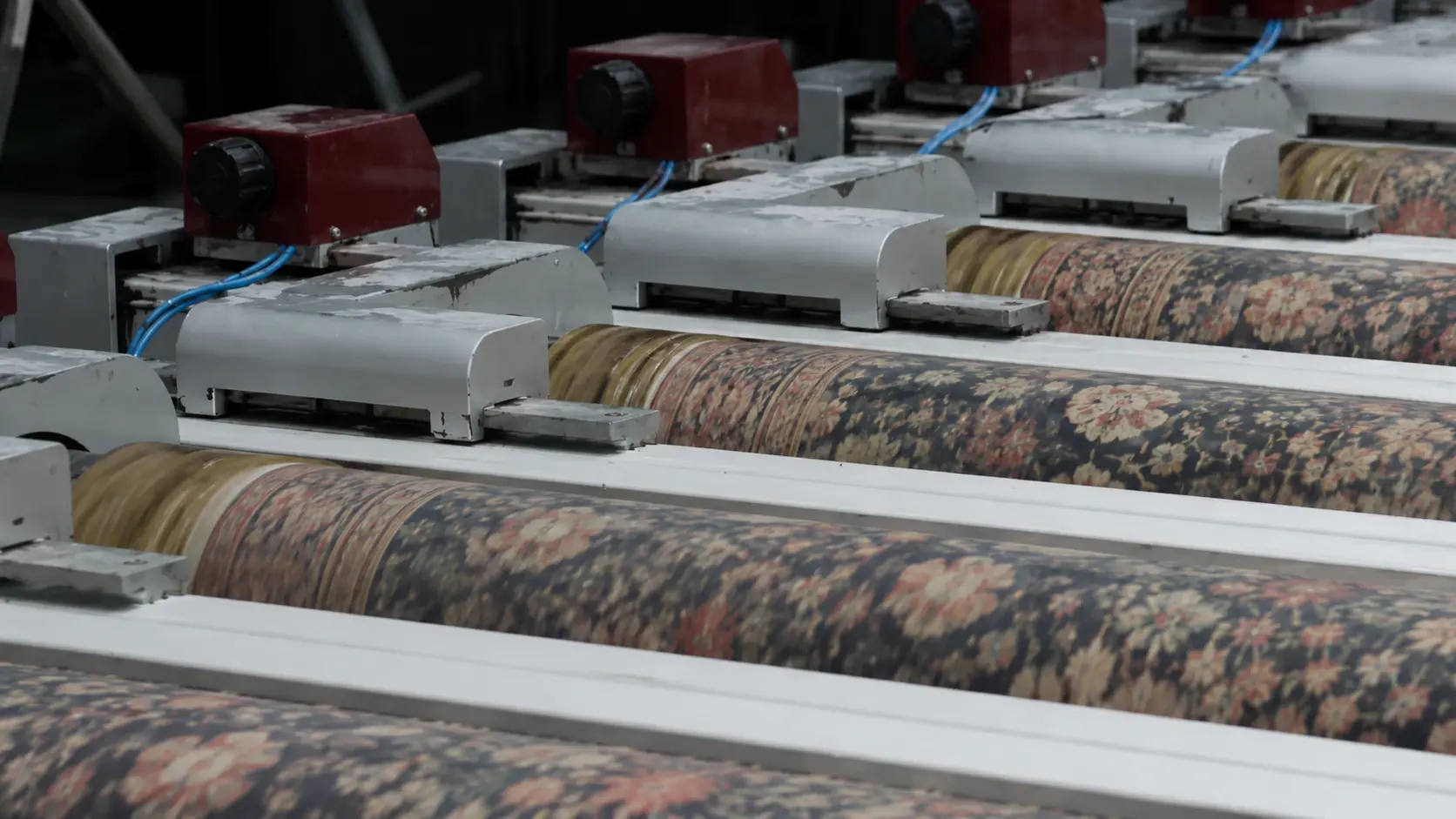
En qué se diferencia la impresión con bloques de la serigrafía en cuanto a los requisitos de la pasta
Aplicación manual y cuerpo de la pasta
La pasta debe ser lo suficientemente espesa como para cubrir la superficie del bloque de manera uniforme sin gotear, mantener su forma sobre la superficie del bloque entre la bandeja de pasta y la tela, y desprenderse limpiamente sobre la tela cuando se presione y se levante el bloque. Si la pasta es demasiado líquida, goteará del bloque, se esparcirá de manera desigual y se correrá sobre la tela. Si la pasta es demasiado espesa, no cubrirá el bloque de manera uniforme y podría dejar espacios en el diseño.
A diferencia de la pasta para serigrafía rotativa —que está diseñada para una aplicación continua a alta velocidad—, la pasta para impresión en bloque suele prepararse con una viscosidad más alta y se prueba manualmente para evaluar su comportamiento en el bloque antes de que comience la producción.

Definición de patrones y control de la migración del colorante
Después de la transferencia, el colorante de la pasta debe permanecer en su lugar hasta la fijación. Si la viscosidad de la pasta es insuficiente, la acción capilar en la tela arrastra el colorante hacia afuera de la zona estampada, lo que provoca que el color se corra por los bordes del diseño. El comportamiento pseudoplástico del alginato de sodio —alta viscosidad en reposo, menor viscosidad bajo presión aplicada— es ideal para la impresión con bloque, ya que la pasta fluye fácilmente cuando se presiona el bloque, pero mantiene su posición una vez que se libera la presión.
Tamaño del lote y escala de preparación
Las operaciones de impresión en bloque —ya sean talleres artesanales tradicionales o pequeñas empresas comerciales— suelen preparar la pasta en lotes pequeños en comparación con la serigrafía industrial. Las cantidades de pasta por color a menudo se miden en litros en lugar de en cientos de litros, y la preparación de la pasta se realiza manualmente o con equipos de mezcla a pequeña escala.
Este contexto de lotes pequeños tiene implicaciones prácticas para la selección del grado de alginato de sodio y el método de disolución. La disolución en agua fría es el método estándar, y el tiempo de mezcla es más importante a pequeña escala, donde las condiciones de temperatura y cizallamiento están menos controladas que en los equipos de mezcla industriales. Los grados de malla más fina, que se disuelven más fácilmente con una mezcla manual suave, pueden ser más prácticos que los grados de malla más gruesa, que requieren una mezcla prolongada para disolverse por completo.

Alginato de sodio en la pasta de impresión con bloques de tintes reactivos
Componentes estándar de la pasta para la impresión con bloques de tintes reactivos
Una pasta de impresión en bloque con colorante reactivo contiene los mismos componentes principales que la pasta de serigrafía —alginato de sodio, colorante reactivo, álcali, urea y agente antirreductor—, pero las proporciones pueden variar para lograr la mayor viscosidad que suele ser necesaria para la aplicación en bloque.
En entornos artesanales tradicionales, la formulación de la pasta suele desarrollarse de manera empírica: el impresor la ajusta basándose en una evaluación visual y táctil del comportamiento de la pasta, en lugar de en mediciones con viscosímetro. Para las operaciones que están pasando de una formulación empírica a una basada en mediciones, un primer paso útil es establecer un rango de viscosidad objetivo mediante mediciones y correlacionarlo con un comportamiento conocido y adecuado de la pasta.
Control de los álcalis en la impresión en bloque de lotes pequeños
En la serigrafía industrial, la pasta que contiene álcalis se prepara en grandes lotes y se utiliza dentro de un plazo definido. En la impresión en bloque de lotes pequeños, se aplica el mismo principio, pero con diferentes limitaciones prácticas: los lotes pequeños pueden prepararse y utilizarse de manera intermitente a lo largo del día, y la pasta puede dejarse en la bandeja entre una sesión de impresión y otra.
La degradación del alginato de sodio catalizada por álcali se produce de manera continua una vez que se agrega el álcali a la pasta, y la velocidad aumenta con la temperatura. En entornos cálidos de taller, la viscosidad de la pasta puede disminuir notablemente a lo largo de unas pocas horas después de la adición del álcali. Las opciones prácticas son:
- Prepara la pasta sin álcali y agrega el álcali justo antes de la sesión de impresión; desecha la pasta que contenga álcali y que no se haya utilizado al final de la sesión
- Utiliza bicarbonato de sodio en lugar de carbonato de sodio como álcali; el bicarbonato proporciona una alcalinidad de acción más lenta y prolonga la vida útil de la pasta en comparación con el carbonato
- Guarda la pasta en un lugar fresco entre una sesión de impresión y otra para retrasar su degradación
Si la viscosidad de la pasta disminuye notablemente durante una sesión de impresión y la calidad de impresión se deteriora, la degradación alcalina es la causa más probable, siempre y cuando la temperatura se haya mantenido constante y no hayan cambiado otras variables.
Tradiciones de los tintes naturales y compatibilidad con el alginato de sodio
Algunas tradiciones de estampado con bloques del sur de Asia utilizan tintes naturales junto con los tintes sintéticos reactivos o en lugar de ellos. La compatibilidad del alginato de sodio con los sistemas de tintes naturales depende de la composición química específica del tinte y del mordiente utilizados.
En el estampado en bloque con tintes naturales a base de mordiente —en el que se aplica un mordiente de sal metálica a la tela antes de estampar, y el tinte natural se fija al mordiente durante el proceso de vaporización o envejecimiento—, el alginato de sodio puede funcionar como espesante si es químicamente compatible con el sistema de mordiente utilizado. La compatibilidad debe confirmarse mediante pruebas, ya que algunos sistemas de mordientes (en particular aquellos que contienen sales de calcio o de metales multivalentes) pueden provocar la gelificación del alginato de sodio o un cambio en su viscosidad.
En el caso de los sistemas de tintes naturales que utilizan mordientes ácidos o fuertemente alcalinos, la tolerancia al pH del alginato de sodio cobra importancia. El alginato de sodio es estable a un pH moderadamente alcalino, pero puede degradarse en condiciones fuertemente ácidas o a un pH alto con temperaturas elevadas. Confirma la compatibilidad del pH con tu proveedor para cualquier sistema de tintes naturales que se salga del rango de pH neutro a moderadamente alcalino.
El ajrak y las tradiciones relacionadas de estampado en bloque del sur de Asia
Impresión en ajrak: Requisitos del proceso y de la pasta
El ajrak es una técnica tradicional de estampado por reserva y directo que se practica en Sindh (Pakistán) y en algunas zonas de Rajastán (India), y se caracteriza por sus colores índigo intenso y rojo de rubia en motivos geométricos. El ajrak tradicional utiliza tintes naturales con complejos procesos de reserva y mordiente de varias etapas; la producción contemporánea de ajrak a veces incorpora tintes reactivos con métodos tradicionales de estampado con bloques.
Cuando se utilizan tintes reactivos en la impresión Ajrak, la formulación de la pasta de alginato de sodio sigue los mismos principios que en otras técnicas de impresión con bloques de tintes reactivos. Los requisitos clave son una viscosidad de la pasta adecuada para la geometría de la superficie del bloque y la finura del diseño, la estabilidad de la pasta a lo largo del proceso de producción, que suele ser prolongado (el Ajrak implica múltiples etapas de estampado y envejecimiento), y la compatibilidad del colorante con los demás productos químicos del proceso de múltiples etapas.
Si estás realizando estampados al estilo Ajrak con colorantes reactivos y tienes problemas de sangrado de color o de estabilidad de la pasta, verifica que el tipo de alginato de sodio que estás utilizando sea compatible con todos los productos químicos presentes a lo largo de todo el proceso de múltiples etapas, no solo en la etapa de la pasta de colorante reactivo.
Estampado en bloque de Bagru y Sanganer (India)
Bagru y Sanganer son tradiciones de estampado en bloque originarias de Rajastán, India, conocidas por el estampado por reserva con tintes naturales y mordientes. Los talleres contemporáneos de Bagru y Sanganer utilizan cada vez más tintes reactivos junto con las técnicas tradicionales, y en estos entornos se emplea el alginato de sodio como espesante en las formulaciones de pasta de tintes reactivos.
El hecho de que los talleres de Bagru y Sanganer trabajen en lotes pequeños y a escala artesanal hace que la facilidad en la preparación de la pasta y una disolución uniforme a pequeña escala sean prioridades prácticas. Los grados de alginato de sodio de viscosidad media con buena solubilidad en agua fría son muy adecuados para estas operaciones.

Batik y estampado con cera
El batik —una técnica de estampado con cera utilizada en todo el sudeste asiático, especialmente en Indonesia y Malasia— emplea un mecanismo de resistencia a la tinta diferente al de la impresión con bloques, aunque a veces incorpora pasta de colorante reactivo en la etapa de aplicación del colorante. Cuando se utiliza alginato de sodio en la aplicación del colorante del batik, los requisitos de la pasta se centran en controlar la penetración del colorante en las áreas expuestas de la tela, mientras que la cera impide que el colorante sea absorbido en las áreas cubiertas.
La viscosidad de la pasta en la aplicación de tintes para batik suele ser menor que en la impresión directa con bloque, ya que el tinte debe penetrar en la estructura de la tela en lugar de simplemente recubrir la superficie. Los grados de alginato de sodio de viscosidad baja a media son más adecuados para la aplicación de tintes para batik que los grados de mayor viscosidad que se utilizan en la pasta para impresión con bloque.
Selección de calidades para la impresión artesanal y a pequeña escala con bloques
Consideraciones sobre el grado de viscosidad
Para la pasta de impresión con bloques manuales, los grados de alginato de sodio de viscosidad media a alta suelen ser los más adecuados. El método de aplicación manual con bloques requiere que la pasta se adhiera a la superficie del bloque sin gotear, una característica que los grados de baja viscosidad no ofrecen en las concentraciones habituales de uso.
Si vas a cambiar de una pasta formulada empíricamente a un grado específico de alginato de sodio, comienza por medir la viscosidad de tu pasta actual a una temperatura definida y utilízala como referencia para el nuevo grado. Esto vincula la especificación del grado con el comportamiento conocido de tu pasta en el trabajo.
Método de disolución para la preparación a pequeña escala
Para la preparación de lotes pequeños en entornos artesanales, la disolución en agua fría resulta práctica y evita la necesidad de utilizar equipos de calentamiento. La clave está en agregar el polvo gradualmente al agua mientras se revuelve continuamente —una paleta de madera o plástico es suficiente para volúmenes pequeños— y dejar pasar el tiempo necesario para que se hidrate por completo antes de usarlo.
Los grados de malla más fina (malla 60 y superiores) se disuelven más fácilmente que los grados de malla más gruesa en condiciones de mezcla manual suave. En operaciones artesanales, donde el equipo de mezcla es básico y el tiempo de mezcla es limitado, los grados de malla más fina reducen el riesgo de una disolución inadecuada y la formación de grumos en la pasta.
Pureza y solubilidad para una definición nítida del patrón
En la impresión con bloque, las partículas insolubles presentes en la pasta pueden provocar un recubrimiento desigual de la superficie del bloque y pequeños huecos en el diseño impreso —defectos que son particularmente visibles en diseños con detalles finos—. Para la impresión con bloque de líneas finas, donde la definición del patrón es fundamental, especificar un grado de alginato de sodio con bajo contenido de materia insoluble (contenido insoluble en agua ≤ 0,5%) reduce este riesgo.
El contenido de metales pesados en el alginato de sodio puede ser relevante si la tela impresa debe cumplir con las especificaciones del comprador respecto al contenido de metales pesados en los productos químicos textiles —algo cada vez más común en los pedidos de exportación procedentes de los principales mercados minoristas—. Solicita a tu proveedor la información sobre metales pesados si este es un requisito para tu mercado final.

Evaluación práctica de la pasta para la impresión en bloque
Pruebas sencillas de viscosidad sin viscosímetro
En entornos de impresión artesanal con bloques, donde no se cuenta con viscosímetros, la viscosidad de la pasta se puede evaluar de manera cualitativa mediante pruebas sencillas que se correlacionan con el comportamiento de la impresión con bloques:
- Prueba de goteo — Saca una paleta de la pasta y observa si esta gotea de manera continua o si se mantiene un momento antes de fluir; una pasta con la consistencia adecuada para la impresión en bloque debe mantenerse durante 2 a 3 segundos antes de que caiga la primera gota.
- Prueba de cara de bloque — Presiona el bloque contra la bandeja de pasta y levántalo; la pasta debe cubrir uniformemente la superficie del bloque sin gotear por los puntos más bajos del diseño tallado.
- Prueba del sello — Estampa el bloque con la pasta sobre una muestra de tu tela de producción y evalúa si los bordes del diseño son nítidos o si se difuminan
Estas evaluaciones cualitativas no sustituyen a la medición de la viscosidad, pero ofrecen una verificación práctica de la idoneidad de la pasta para la geometría específica de su bloque y el tipo de tela.
Preparación de una pasta de referencia para garantizar la consistencia
En el caso de las operaciones en las que la pasta se prepara de manera empírica, preparar un lote de referencia con parámetros de trabajo confirmados —concentración medida, viscosidad medida, grado y número de lote del alginato de sodio documentados— y conservarlo como referencia de calidad te brinda un estándar repetible con el que comparar lotes futuros. Esto resulta particularmente útil al cambiar de lote o de proveedor de alginato de sodio, ya que una comparación directa con el lote de referencia permite identificar cualquier diferencia de rendimiento antes de que afecte la producción.

Cómo FSX Chemical apoya a las imprentas artesanales y de pequeña escala
Próximos pasos:
- Solicitar un TDS — Revisar las especificaciones de viscosidad, malla y disolución para aplicaciones de impresión en bloque
- Solicitar una muestra — evalúa cómo se comporta la pasta en tus bloques y en la tela antes de hacer un pedido al por mayor
- Solicita la equiparación de calificaciones — Comparte tu tradición de impresión con bloques, tu sistema de teñido y tu método de preparación de la pasta para que podamos darte una recomendación específica.
- Póngase en contacto con nuestro equipo técnico — para recibir apoyo en la formulación o la resolución de problemas en aplicaciones de impresión artesanalcomunicaciones📧 Correo electrónico: Service@fsxchemical.com