Sodium Alginate Paste Formulation for Reactive Dye Screen Printing
Core Components of a Reactive Dye Printing Paste
A standard reactive dye printing paste for screen printing on cotton contains the following core components:
- Альгинат натрия — the primary thickener, controlling paste viscosity and rheology
- Reactive dye — dissolved in the paste at the concentration required for the target color depth
- Alkali — typically sodium carbonate (soda ash) or sodium bicarbonate, required to raise paste pH for reactive dye fixation during steaming
- Urea — a hygroscopic agent that retains moisture during steaming to support dye dissolution and fixation
- Anti-reducing agent — such as sodium m-nitrobenzenesulphonate, used to prevent reduction of certain reactive dyes during steaming
- Water — the solvent medium; water quality (hardness, ionic content) affects paste performance
The proportions of each component depend on the dye class, target color depth, fabric type, and steaming conditions. There is no single universal formula — paste recipes are typically developed for specific dye classes and adjusted based on production experience.
Sodium Alginate Concentration and Viscosity Target
Target paste viscosity for screen printing typically falls in the range of 8,000 to 20,000 mPa·s (at low shear), though the appropriate value within this range depends on screen mesh count, fabric weight, and printing speed. Higher-count mesh screens (finer mesh openings) generally require lower viscosity paste; lower-count screens can accommodate higher viscosity.
Prepare the sodium alginate paste base first — dissolve the alginate in water to your target concentration and confirm viscosity — before adding dye, alkali, and other components. Adding alkali to a cold alginate base reduces the time window for paste use, as alkali-catalyzed degradation begins immediately after addition.
Alkali Selection and Timing
In two-phase printing processes, alkali is applied separately (by padding the fabric before printing, or by post-printing treatment) rather than being included in the print paste. This approach extends paste pot life significantly and is used in some high-volume operations where paste stability across a full shift is important.
Regardless of which approach you use, alkali should be added to the paste as close to the time of use as practical, and paste containing alkali should not be stored beyond the shift in which it was prepared.

Flat Screen vs. Rotary Screen Printing: Paste Requirements
Flat Screen Printing
Flat screen printing typically operates at lower speed than rotary screen printing and allows slightly more flexibility in paste viscosity. The paste needs to flow readily under squeegee pressure but should not spread beyond the screen opening boundaries before the screen is lifted. Medium viscosity sodium alginate grades at concentrations toward the lower end of the typical range (3–4%) are commonly used.
One practical consideration in flat screen printing is paste drying on the screen surface between strokes if the print speed is slow. If this is occurring, check whether paste viscosity is too high (thicker paste dries faster at the surface), whether ambient humidity is very low, or whether the time between strokes is longer than typical.
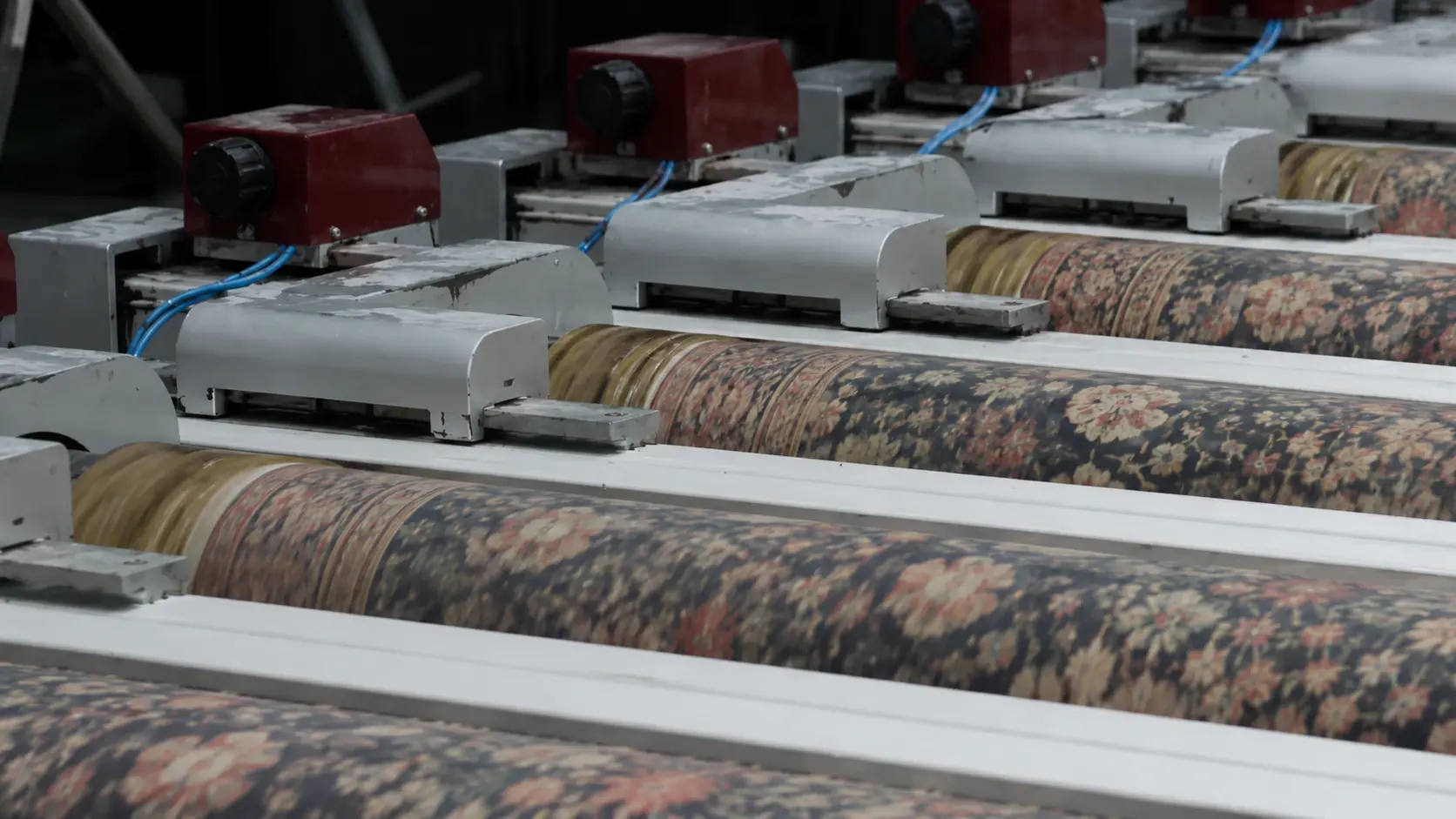
Rotary Screen Printing
Paste viscosity stability is particularly important in rotary screen printing — viscosity that drifts during the run causes shade variation across the fabric length. Medium to high viscosity sodium alginate grades at concentrations toward the higher end of the typical range (4–6%) are commonly used, and paste is typically prepared in large batches to minimize preparation frequency during a run.
Rotary screen paste systems are often enclosed or covered to reduce evaporation and viscosity change due to water loss during the run. If viscosity is increasing during a run without other explanation, check whether evaporation is occurring in the paste feed system.
Common Screen Printing Problems and Paste-Related Causes
Color Bleeding and Pattern Edge Sharpness
Color bleeding — where color spreads beyond the intended pattern boundary — is one of the most common defects in reactive dye screen printing and is frequently related to paste viscosity. Paste that is too fluid does not hold the dye in place after transfer to the fabric; the dye migrates laterally before fixation, creating soft or blurred pattern edges.
If bleeding is occurring, first check paste viscosity at the time of printing (not just at preparation). If viscosity has dropped during the run, investigate the cause of viscosity loss — degradation, evaporation, or temperature increase are the most common causes. If viscosity is at the correct level and bleeding is still occurring, consider whether the screen mesh count is appropriate for the pattern fineness, and whether fabric surface preparation is adequate.
Screen Blockage
Screen blockage — paste drying in or on the screen mesh and preventing clean transfer — can result from paste with excessive viscosity, paste that contains undissolved particles, paste that dries too quickly at the mesh surface, or inadequate cleaning between runs.
For blockage caused by undissolved particles, check sodium alginate dissolution completeness during paste preparation — filter a sample of the prepared paste base through a fine mesh and check for retained particles. If particles are present, extend mixing time or check water temperature during dissolution.
For blockage caused by surface drying, check whether paste viscosity is higher than needed, whether ambient humidity is very low, or whether print speed is slow enough that paste is sitting on the mesh surface for extended periods between strokes.
Uneven Color Depth Across the Fabric Width
Uneven color depth across the fabric width — often showing as darker edges and lighter center, or vice versa — typically indicates uneven paste transfer rather than a dye or fixation problem. Common causes include uneven squeegee pressure across the screen width, screen tension variation, or paste viscosity inconsistency within the batch.
Paste Transfer Inconsistency Between Early and Late Prints
If viscosity is dropping during the run, refer to the viscosity stability guidance and investigate temperature, mechanical shear, and alkali degradation as potential causes. If viscosity is increasing, check for evaporation from the paste system.
Post-Printing Process: Drying, Steaming, and Washing-Off
Intermediate Drying Before Steaming
After printing, the fabric is typically dried before entering the steamer. Intermediate drying removes surface moisture from the paste film and prevents dye migration during the early part of the steaming process. However, over-drying — removing too much moisture from the paste film — reduces the moisture available for dye fixation during steaming and can lower fixation rate.
The appropriate drying conditions depend on the paste formulation (particularly urea content, which retains moisture), the steamer type, and the dye class. Confirm drying temperature and time with reference to your paste formulation and steaming system. If fixation rate is lower than expected and steaming conditions are correct, check whether intermediate drying is removing too much moisture before steaming begins.
Steaming for Reactive Dye Fixation
Reactive dye fixation requires steaming in saturated steam — steam at 100% relative humidity at the steaming temperature. For most reactive dye classes on cotton, steaming at 100–102°C for 8 to 12 minutes is standard. The sodium alginate paste must retain adequate moisture during steaming to keep the fiber swollen and allow dye molecules to diffuse in and react with hydroxyl groups.
If fixation rate is consistently lower than expected despite correct steaming time and temperature, check steam saturation in the steamer — unsaturated or superheated steam dries the paste film rather than maintaining moisture, reducing fixation. Also confirm that urea content in the paste is adequate for your steaming conditions.
Washing-Off After Steaming
After fixation, the fabric must be washed to remove unfixed dye, hydrolyzed dye, and residual sodium alginate from the fabric surface. The standard washing-off sequence for reactive dye printing is: cold rinse, hot wash (80–95°C) with soaping agent, second hot wash, cold rinse.
Incomplete washing-off leaves unfixed dye on or near the fiber surface, which reduces wash fastness even when fixation rate was adequate. Ensuring thorough washing-off is as important as optimizing the paste formulation and steaming conditions for achieving target fastness grades.

How FSX Chemical Supports Your Screen Printing Process
If you are developing a new paste formulation, troubleshooting a production problem, or evaluating a grade change, our technical team can assist with paste formulation guidance and grade selection based on your specific process conditions.
Next steps:
- Запросить TDS — review viscosity, DS, and concentration specifications for your target screen printing application
- Запросить образец — run paste preparation and print trials before committing to bulk volume
- Ask for Grade Matching — share your fabric type, screen mesh, and printing speed for a specific grade recommendation
- Свяжитесь с нашей технической службой — for paste formulation support or screen printing troubleshooting📧 Электронная почта: Service@fsxchemical.com