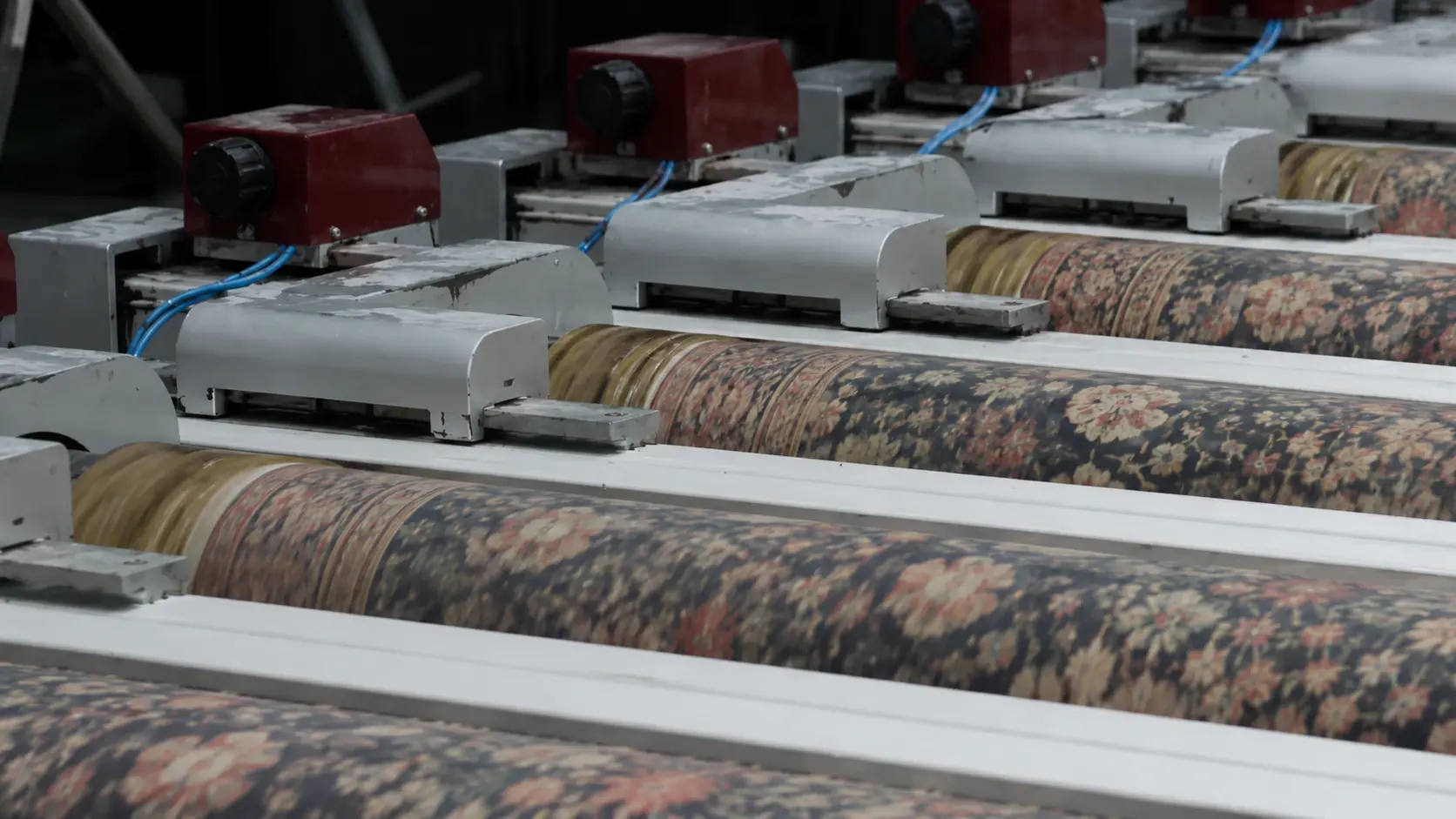
Why Viscosity Stability Matters in Reactive Dye Printing
How Viscosity Variation Affects Print Quality
This shows up as color depth variation across a production lot, which is one of the most common quality complaints in reactive dye printing. In long production runs, even gradual viscosity drift can produce shade differences that exceed buyer tolerance, leading to sorting, rework, or rejection.
The Link Between Viscosity and Color Consistency
A paste that maintains stable viscosity from preparation to end-of-run gives you a consistent starting point for fixation. This does not guarantee consistent color — steaming conditions, dye concentration, and fabric preparation also matter — but it removes paste viscosity as a source of variability, making color management more straightforward.
Factors That Cause Viscosity Change in Sodium Alginate Paste
Temperature Effects
The practical implication is to measure paste viscosity at a defined reference temperature — not at whatever temperature the paste happens to be at the time of measurement. If your paste is prepared at 25°C but measured at 30°C, the viscosity reading will be lower than the true ambient-condition viscosity. Establishing a standard measurement temperature and protocol is a prerequisite for meaningful viscosity monitoring.
Mechanical Shear During Mixing and Printing
This is more likely to occur with high-shear dispersers than with lower-shear paddle or propeller agitators. If your preparation procedure uses high-shear equipment, check whether extended mixing time is causing viscosity reduction by measuring paste viscosity at intervals during a mixing cycle.
pH and Alkali Concentration
In reactive dye printing paste, alkali (typically sodium carbonate or bicarbonate) is added to the paste to facilitate fixation. If alkali concentration is higher than necessary, or if the paste is stored at elevated temperature after alkali addition, alkali-accelerated degradation can occur. This is one reason why reactive dye printing paste is generally prepared and used within a limited time window after alkali addition.
If you are observing viscosity reduction after alkali addition, review the alkali concentration in your paste recipe and the storage conditions and time between paste preparation and use.

Water Quality and Ionic Content
The ionic content of the water used for paste preparation affects sodium alginate viscosity. Divalent cations — primarily calcium (Ca²⁺) and magnesium (Mg²⁺) — cross-link sodium alginate chains and can cause viscosity increase or gel formation at higher concentrations. This is particularly relevant in areas with hard water.
Conversely, high monovalent salt content (sodium chloride, sodium sulfate) in the water can suppress the electrostatic repulsion between alginate chains, reducing solution viscosity. If your paste viscosity varies between preparation batches without obvious changes in procedure, water quality is worth investigating. Testing water hardness and total dissolved solids (TDS) at your preparation point is a simple diagnostic step.
Microbial Degradation During Storage
Microbial degradation is the most common cause of viscosity reduction in paste stored for more than 24 to 48 hours at ambient temperature in warm climates. Signs of microbial activity include off-odor, color change in the paste, and viscosity that drops progressively over storage time rather than remaining stable. Keeping paste covered, stored at cool temperatures, and prepared in clean equipment are the primary controls.
Molecular Weight and Batch Variation
The intrinsic viscosity of sodium alginate — independent of preparation conditions — is determined by its molecular weight. Higher molecular weight gives higher viscosity at the same concentration. If molecular weight varies between production batches of sodium alginate from your supplier, paste viscosity will vary between batches even when preparation is identical.
Batch-to-batch molecular weight variation is a supplier quality control issue. When evaluating a sodium alginate supplier, request CoA (Certificate of Analysis) data from multiple batches and check whether the viscosity values are consistent. Significant batch-to-batch variation in TDS viscosity values is a signal that quality control may not be tight enough for viscosity-sensitive applications.
How Grade Selection Affects Viscosity Stability
Molecular Weight Distribution
Sodium alginate grades with a narrow molecular weight distribution tend to show more consistent viscosity behavior than grades with a broad distribution. A narrow distribution means most polymer chains are of similar length, producing predictable solution behavior. A broad distribution means a wide range of chain lengths, which can lead to more variable behavior under different conditions (temperature, shear, ionic environment).
Suppliers do not always specify molecular weight distribution in standard product datasheets, but it can be requested as additional technical information. If viscosity stability is critical to your application, discuss molecular weight distribution with your supplier.
Degree of Substitution (DS)
Higher DS grades are generally more soluble and dissolve more completely under a given set of preparation conditions. More complete dissolution means fewer undissolved chains contributing to variable viscosity, and more uniform solution structure. For applications where cold water dissolution is standard, higher DS grades may offer better preparation-stage viscosity consistency than lower DS grades at the same concentration.

Purity and Impurity Levels
High residual salt content in sodium alginate — particularly calcium salts from incomplete purification — can cause viscosity variation by introducing divalent cations into the paste system. Specifying a grade with lower calcium content reduces the risk of ionic-driven viscosity variation.
Request calcium content data from your supplier if you are experiencing unexplained viscosity variation, particularly if the variation appears to be batch-dependent rather than preparation-dependent.
Practical Steps to Improve Paste Viscosity Stability
Consistent Paste Preparation Conditions
Standardize the paste preparation procedure to eliminate variation in water temperature, mixing time, addition rate of sodium alginate powder, and alkali addition sequence. Document the standard procedure and train all preparation staff to follow it consistently.
Measure paste viscosity at a fixed reference temperature immediately after preparation and record the value. This creates a baseline for each batch that allows you to identify whether subsequent viscosity changes during the production run are occurring.
Monitoring Viscosity During Production
In production runs of more than a few hours, periodic viscosity measurement during the run allows you to track viscosity drift before it becomes severe enough to affect print quality. A simple rotational viscometer is adequate for this purpose.
Establish acceptance limits for paste viscosity during the run — for example, ±15% of the initial preparation viscosity — and define the action to be taken if viscosity drifts outside these limits (replenishment of fresh paste, adjustment of concentration, or end of run).
Storage Conditions and Shelf Life Management
Store prepared paste in covered containers away from direct sunlight and heat sources. In warm climates, consider refrigerated storage for paste that will not be used within the same shift. Label each batch with preparation time and date, and do not use paste beyond the defined shelf life for your production environment.
Clean paste storage containers and mixing equipment regularly to reduce microbial contamination. Even in temperate climates, residual paste in imperfectly cleaned equipment can introduce microbial load into fresh batches.

Troubleshooting Viscosity Instability in Production
Viscosity Drops During a Production Run
If paste viscosity drops progressively during a production run — without changes in temperature — the most likely causes are mechanical degradation (if high-shear mixing is in use), alkali-driven hydrolysis (if alkali content is high and temperature is elevated), or early-stage microbial activity.
Check whether the viscosity drop correlates with time, temperature, or the addition of a specific paste component. Eliminating variables one at a time will identify the cause more reliably than making multiple changes simultaneously.
Batch-to-Batch Viscosity Variation
If viscosity differs between paste batches prepared by the same procedure, the cause is either in the sodium alginate itself (batch variation from the supplier) or in the preparation inputs (water quality, powder weight accuracy, mixing time consistency).
Verify preparation inputs first — weigh the sodium alginate powder on a calibrated scale for each batch, check water temperature, and confirm mixing time. If inputs are consistent and viscosity still varies, request CoA data from the sodium alginate batches in question and compare viscosity values. If supplier batch variation is confirmed, this is a supplier quality conversation.
Paste Thickening or Gelling After Preparation
If paste becomes thicker during storage rather than thinner, the cause is typically calcium or other divalent ion contamination in the water or equipment, or the formation of alginate-divalent ion crosslinks over time. Check water hardness and equipment cleanliness.

How FSX Chemical Supports Viscosity-Sensitive Applications
Next steps:
টিডিএস অনুরোধ করুন — review viscosity specification and batch tolerance data
নমুনা অনুরোধ করুন — run viscosity stability trials under your standard production conditions: Service@fsxchemical.com