Understanding Viscosity Control in Digital Textile Printing Processes
Viscosity control in digital textile printing involves two different systems: the jetting ink and the...
Viscosity control in digital textile printing involves two different systems: the jetting ink and the fabric pretreatment formulation. This guide explains how temperature, formulation, measurement methods and process conditions affect jetting stability, coating consistency and final print quality.
Viscosity is one of the most important process variables in digital textile printing, but it is often discussed as if every ink, printhead and pretreatment system should use the same target value. In practice, an acceptable viscosity range is always connected to the ink chemistry, printhead design, operating temperature, measurement method and fabric preparation process.
Printing mills therefore need to control two separate viscosity problems. The first is the viscosity of the ink moving through the supply system and printhead. The second is the viscosity and flow behavior of the pretreatment liquid or digital printing paste applied to the fabric.
Separating these two areas helps production and purchasing teams identify the correct parameters, communicate more accurately with suppliers and troubleshoot print defects without relying on a single laboratory number.
Two Different Viscosity Problems in Digital Textile Printing
Ink viscosity and pretreatment viscosity influence different parts of the printing process. They should not be measured, specified or adjusted in exactly the same way.
System
Main Function
Typical Process Concern
Measurement Priority
Jetting ink
Stable flow and controlled droplet formation inside the printhead
Nozzle reliability, droplet velocity, satellites and jetting consistency
Low-viscosity measurement at a strictly controlled temperature
Fabric pretreatment
Uniform chemical application and controlled interaction between ink and fabric
Pickup, penetration, line definition, coating uniformity and fabric handle
Flow behavior under the actual padding, coating or spraying conditions
Ink viscosity inside the jetting system
The printhead must generate and separate droplets at high frequency. The ink must flow through narrow channels and nozzles while responding consistently to the printhead waveform.
If viscosity is outside the range established for the printhead and ink formulation, droplet formation may become unstable. However, viscosity should not be evaluated alone because surface tension, density, elasticity, nozzle geometry and waveform settings also influence jetting behavior.
Pretreatment viscosity on the fabric
A fabric pretreatment has a different purpose. It must distribute functional chemicals evenly while helping control ink penetration, colorant migration and print definition.
The required flow behavior depends on whether the formulation is applied by padding, coating, spraying or another process. A viscosity suitable for one application method may not provide the same pickup or uniformity in another.
Why Ink Viscosity Matters to Droplet Formation
Viscosity represents a liquid’s resistance to flow. In a digital printhead, this resistance affects how the ink responds when energy is applied to form and eject a droplet.
An ink that is too viscous for the selected printhead and operating temperature may show slower fluid response, reduced droplet velocity or incomplete droplet separation. Depending on the equipment and ink supply system, excessive viscosity can also contribute to flow limitations and nozzle instability.
If viscosity is too low, the liquid may form longer ligaments or unwanted satellite droplets under certain jetting conditions. These small secondary droplets can contribute to misting, inaccurate dot placement or reduced edge definition.
These symptoms are not caused by viscosity alone. Surface tension, viscoelasticity, waveform settings, nozzle condition and ink temperature must be reviewed together before changing the formulation.
Important: There is no universal viscosity specification for every digital textile ink. The approved operating window should be confirmed with the ink and printhead suppliers and should always state the measurement temperature and method.
Temperature Is a Central Part of Viscosity Control
For most liquid ink systems, viscosity decreases as temperature increases. This means a sample measured in a cool laboratory may produce a different result from the same ink circulating inside a warmed printing machine.
Recording a viscosity result without recording the sample temperature makes the result difficult to compare. Even when two operators use the same instrument, different conditioning temperatures can create an apparent batch difference.
Temperatures that should be monitored
Laboratory measurement temperature
Ink storage and make-up temperature
Room temperature near the printing machine
Ink supply and recirculation temperature
Printhead operating temperature
Pretreatment preparation and application temperature
Production teams should establish a defined temperature for quality-control measurements. Samples should be allowed to reach that temperature before testing, and the result should be recorded together with the instrument, test method and sample identification.
Formulation Factors That Can Change Ink Viscosity
Digital textile ink is a balanced formulation rather than a simple dye or pigment solution. Changing one component may influence viscosity, surface tension, drying behavior, storage stability and jetting performance at the same time.
Colorant concentration and structure
Dye concentration and molecular structure can affect interactions within the liquid phase. Pigment systems add further variables, including particle dispersion, particle-size distribution and the behavior of the dispersing system.
A viscosity difference between two colors does not automatically indicate a manufacturing problem. The formulation and approved specification for each color should be reviewed before the batches are compared.
Humectants and co-solvents
Humectants and polyol-type solvents help manage evaporation and nozzle drying, but they also influence viscosity and dynamic surface tension. Substituting one solvent for another should therefore be supported by formulation testing and jetting evaluation.
Binders, polymers and rheology modifiers
Pigment inks and specialized ink systems may contain polymeric materials that influence viscosity and viscoelastic behavior. Their effect may vary with shear rate, concentration, temperature and storage history.
A single viscosity measurement may not fully describe a non-Newtonian or viscoelastic formulation. In these cases, a rheological test may provide more useful information than one viscosity value.
Evaporation, contamination and aging
Water or solvent loss can gradually increase viscosity during storage or machine operation. Contamination, incompatible residues and microbial activity can also change the appearance or flow behavior of water-based formulations.
Corrective additions should not be made solely from a viscosity reading. The batch should first be checked for weight loss, pH, conductivity, filtration condition, appearance and possible contamination.
How Pretreatment Viscosity Affects Fabric Printing
Pretreatment is used to prepare the textile surface for controlled ink deposition and subsequent fixation. Depending on the ink and fiber system, the formulation may contain a thickener, alkali, humectant, wetting agent or other functional components.
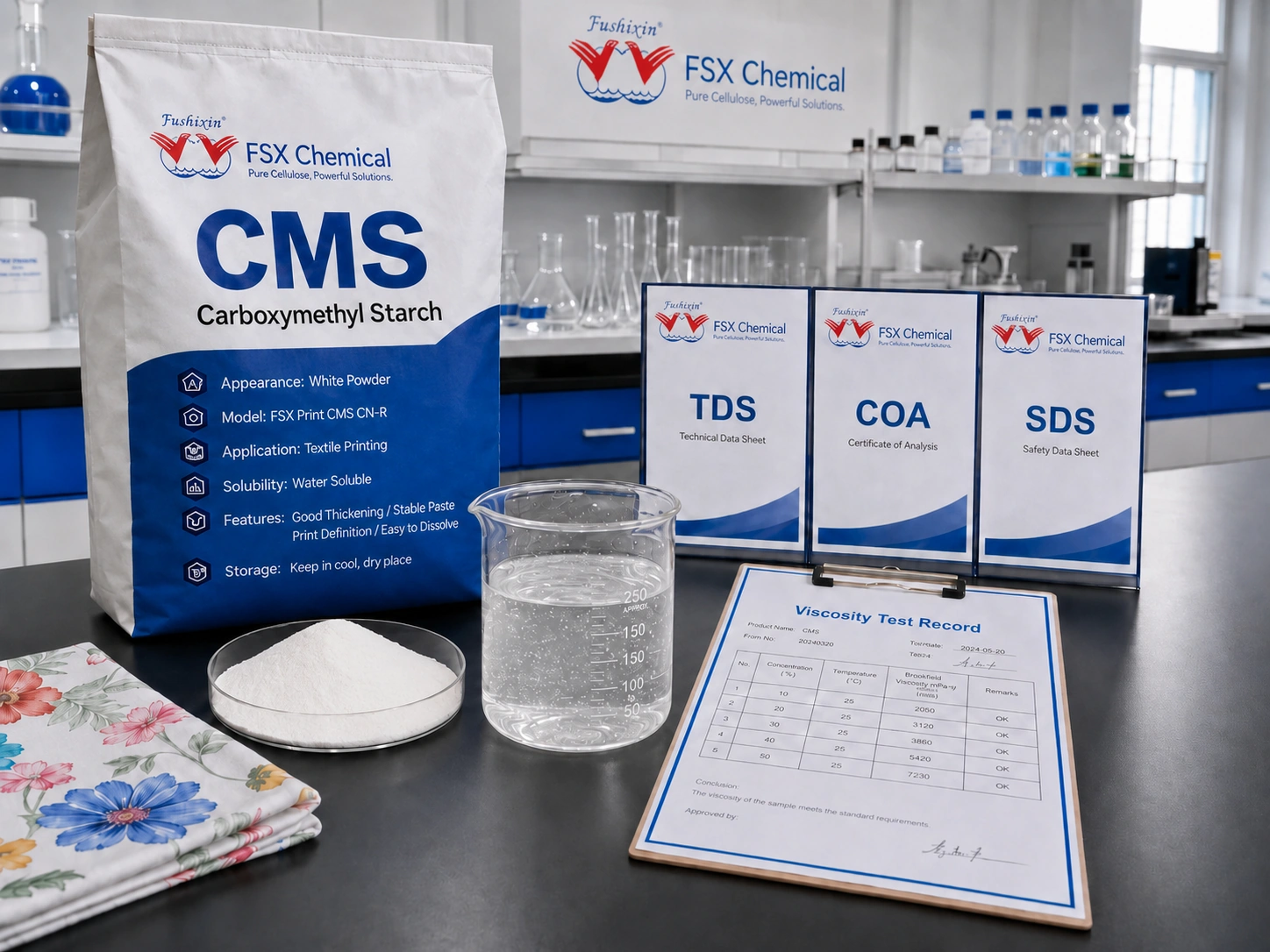
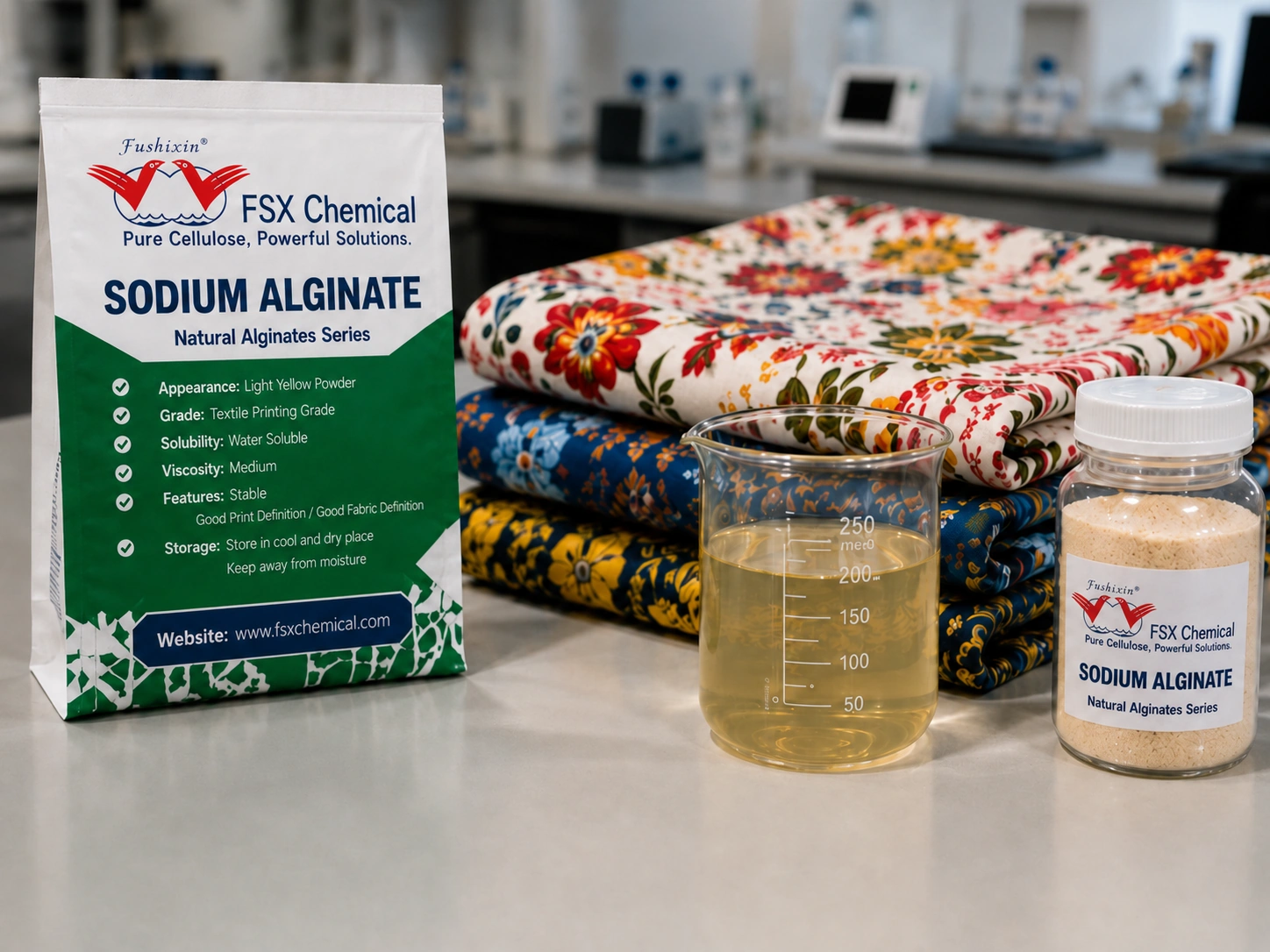
The thickener helps regulate how the formulation is applied and how the ink interacts with the fabric. Sodium alginate, CMC and compound digital printing pastes may be considered for different pretreatment requirements, but their suitability must be confirmed through application testing.
When pretreatment viscosity is too high
Excessive viscosity may make preparation, filtration and application more difficult. It can also contribute to uneven coating, poor penetration, excessive surface deposits or inconsistent pickup if the application system is not designed for the flow behavior.
High-viscosity formulations may require closer attention to dissolution, hydration time, mixing sequence and compatibility with the padding, coating or spraying equipment.
When pretreatment viscosity is too low
A formulation with insufficient body may penetrate too deeply or fail to hold functional chemicals evenly near the printing surface. Possible consequences include uncontrolled spreading, reduced line definition and variation across the fabric width.
Low viscosity does not always mean that more thickener should be added. Concentration, water quality, hydration, shear history, pH and interactions with other formulation components should be checked first.
Dynamic, Kinematic and Apparent Viscosity
Procurement specifications sometimes use different viscosity units without explaining the test method. This can create confusion when comparing a TDS, COA or laboratory report.
Dynamic viscosity
Dynamic viscosity describes the resistance of a fluid to flow under an applied force. It is commonly reported in mPa·s or cP.
Kinematic viscosity
Kinematic viscosity relates dynamic viscosity to fluid density and is commonly reported in mm²/s or cSt. A value in cSt should not be treated as directly interchangeable with a value in mPa·s unless density is considered.
Apparent viscosity
Apparent viscosity is used for materials whose flow behavior changes with shear conditions. Printing pastes and concentrated pretreatments may show shear-thinning behavior, so the reported result depends on the spindle, rotational speed or defined shear rate.
A viscosity specification is incomplete if it does not include the measurement method, instrument configuration and temperature.
How to Standardize Viscosity Measurement
A repeatable test procedure is more valuable than an isolated number. The following workflow can be adapted to the formulation and equipment used by the printing mill.
Step 1: Collect a representative sample
Use a clean container and collect the sample from a defined point. Avoid comparing a newly mixed surface sample with material taken from the bottom of an aged container.
Step 2: Condition the sample temperature
Allow the sample and measurement equipment to reach the specified test temperature. Record the actual temperature rather than relying only on room conditions.
Step 3: Homogenize without introducing air
Mix the sample gently when homogenization is required. Aggressive mixing can introduce bubbles, change shear history or affect the reading of thickened formulations.
Step 4: Use the defined test method
Low-viscosity inks may be evaluated with a suitable calibrated viscometer, capillary method or rheometer. Printing pastes and pretreatments are often measured with a rotational viscometer or rheometer under defined spindle, speed and timing conditions.
Step 5: Repeat and review the result
Make replicate measurements when required by the quality-control procedure. An unexpected result should be confirmed before the batch is adjusted or rejected.
Step 6: Record complete test information
Product and batch number
Sampling location and sampling time
Instrument and measurement method
Spindle, speed or shear rate where applicable
Sample temperature
Conditioning and hydration time
Measured viscosity and repeat results
Operator and equipment calibration status
Recommended Control Points Across the Production Process
Control Point
What to Check
Main Risk
Recommended Response
Incoming material
TDS, COA, appearance, batch identification and storage condition
Using a grade outside the approved specification
Verify the test method and compare with the approved reference
Ink or paste preparation
Mixing order, water quality, dosage, temperature and hydration
Incomplete dissolution or inconsistent viscosity
Standardize preparation time and mixing conditions
Depolama
Container closure, temperature, age and contamination
Evaporation, settling or viscosity drift
Follow defined storage and reinspection procedures
Machine supply system
Temperature, filtration, circulation and pressure stability
Unstable ink delivery or nozzle performance
Check machine conditions before reformulating the ink
Pretreatment application
Pickup, coating uniformity, line pressure and fabric absorbency
Uneven chemical distribution
Review viscosity together with mechanical application settings
Production monitoring
Viscosity trend, temperature, nozzle status and print defects
Gradual process drift
Use trend records to identify changes before defects become severe
Troubleshooting Common Viscosity-Related Problems
Print defects rarely have only one cause. The following checks can help narrow down the problem before a formulation change is made.
Observed Problem
Possible Contributors
Checks to Perform
Ink viscosity is higher than the reference
Low sample temperature, evaporation, formulation error or aging
Confirm temperature, sample mass, storage condition, pH, conductivity and test method
Ink viscosity is lower than the reference
High sample temperature, dilution error or incorrect raw-material dosage
Review temperature, batch records, density and preparation procedure
Intermittent nozzle or jetting instability
Viscosity, surface tension, air, filtration, contamination, waveform or nozzle condition
Check the complete ink-delivery and printhead system before adjusting formulation
Satellite droplets or misting
Ink rheology, surface tension, waveform settings or printhead operating conditions
Compare droplet observation with the approved ink and machine parameters
Pretreatment viscosity changes during storage
Incomplete hydration, temperature change, microbial contamination or component interaction
Review preparation time, storage temperature, appearance, odor and formulation compatibility
Uneven color or line definition
Pretreatment pickup, fabric absorbency, coating uniformity, drying or ink spreading
Measure pickup across the width and review pretreatment application conditions
What Technical Buyers Should Request from Suppliers
A technical buyer should avoid selecting an ink, thickener or digital printing paste from viscosity alone. The specification should explain how the value was obtained and how the product should be used.
Information to request for jetting inks
Target viscosity range with measurement method and temperature
Surface tension and density information where available
Recommended printhead and operating conditions
pH and conductivity specifications
Filtration information and particle-size data for pigment systems
Storage conditions and shelf-life statement
Batch COA and traceability information
Information to request for digital printing pastes and pretreatments
Viscosity specification with spindle, speed and temperature
Recommended dosage and preparation procedure
Hydration or maturation time
Compatibility with dyes, pigments, salts, alkalis and auxiliaries
Recommended fabric and application method
Storage stability after preparation
TDS, sample and grade-matching support
When comparing supplier data, confirm that both products were measured under equivalent conditions. Two reported values cannot be compared reliably if the instruments, temperatures or shear conditions are different.
How to Evaluate a Digital Printing Paste Sample
Laboratory viscosity is useful for screening, but the final decision should be supported by a controlled production or pilot test. The trial should use the actual fabric, ink, application equipment and fixation process whenever possible.
Prepare the formulation according to the supplier’s instructions.
Record water quality, temperature, mixing speed and hydration time.
Measure viscosity using the agreed method.
Apply the pretreatment under controlled pickup conditions.
Check coating uniformity and drying behavior.
Print a test design containing solid areas, fine lines and color gradients.
Evaluate spreading, penetration, line definition and color consistency.
Complete the normal fixation and washing process before final comparison.
The sample report should include both laboratory results and printing observations. This makes it easier to identify whether a difference is related to the thickener, application process, ink, fabric or fixation conditions.
Digital Printing Paste Support from FSX Chemical
FSX Chemical can review requirements for digital printing paste and fabric pretreatment applications. Grade matching should be based on the customer’s formulation, application method, fabric and current production problem rather than on a product name alone.
To support an initial evaluation, buyers can provide:
Fabric type and fiber composition
Reactive, disperse, pigment or other ink system
Padding, coating or spraying method
Current formulation and thickener dosage
Required viscosity and complete measurement method
Current TDS or reference sample, when available
Observed problem, such as spreading, penetration or uneven pickup
This information helps determine whether an existing grade should be tested or whether additional formulation matching is required.
Need Help Matching a Digital Printing Paste Grade?
Send FSX Chemical your fabric type, ink system, application method, viscosity test conditions and current production issue. Our team can review the information and recommend the next sample-evaluation step.
What is the correct viscosity for a digital textile ink?
There is no single viscosity range suitable for every ink and printhead. The correct specification depends on printhead design, ink chemistry, operating temperature, waveform and measurement method. Use the range approved by the ink and printhead suppliers.
Can ink viscosity be adjusted directly on the printing machine?
The cause of the deviation should be identified before any adjustment is made. Check temperature, evaporation, contamination, filtration, machine circulation and the measurement procedure. Uncontrolled dilution can change color strength, surface tension, drying and jetting behavior.
Why does the viscosity result change between the laboratory and production?
Common causes include different sample temperatures, instruments, test methods, conditioning times and sampling locations. A standardized procedure is required before the results can be compared.
Is higher pretreatment viscosity always better for print sharpness?
No. Excessive viscosity may cause uneven application or excessive surface deposits, while insufficient viscosity may allow uncontrolled penetration. The target should be established through application and printing trials using the actual fabric and equipment.
Should a buyer request a TDS or a sample first?
Request the TDS first to review the test method, viscosity specification, preparation procedure and application scope. A sample should then be tested under controlled laboratory or production conditions before bulk purchasing📧 E-posta: Service@fsxchemical.com
Karboksimetil selüloz, su bazlı mürekkeplerde, gravür baskıda ve mürekkep püskürtmeli baskı ön işlemlerinde kıvam arttırıcı ve stabilizatör olarak kullanılır. Bu kılavuz, satın alma ekipleri için temel kalite parametrelerini ve tedarikle ilgili hususları ele almaktadır.
Tekstillerde dijital mürekkep püskürtmeli baskı, serigrafi baskıya kıyasla farklı macun ve ön işlem gereksinimlerine sahiptir. Bu kılavuz, dijital tekstil baskısında sodyum aljinatın nasıl kullanıldığını ve tedarik ekiplerinin hangi kalite parametrelerini belirtmeleri gerektiğini açıklamaktadır.
CMS for textile printing paste can help adjust viscosity, improve paste handling, and support stable formulation performance. This guide explains how buyers can evaluate CMS grades by viscosity, DS, solubility, pH, moisture, and sample testing before bulk purchase.
Carboxymethyl Starch CMS can be evaluated for selected textile sizing, printing paste, and digital printing formulation systems. This guide explains how buyers should review viscosity grade, dissolution behavior, pH, moisture, film behavior, formulation compatibility, TDS, COA, SDS, sample testing, and batch consistency before bulk purchase.
Sodium alginate is commonly used as a thickener in reactive textile printing paste, but other textile uses require application-specific validation. This guide compares printing, digital pretreatment, warp sizing, dyeing-related formulations, coating, and finishing by function, technical requirements, risks, documents, and sample tests.
Textile printing performance depends on a coordinated chemical system, not one universal additive. This guide explains ten important chemical groups, their functions, where they fit and what buyers should verify before production trials.
Grade matching is not simply finding a product with a similar viscosity. This guide explains how textile printing mills can compare paste grades through application review, controlled preparation, printing trials and sample-to-bulk verification.
Sodium alginate is widely used as a thickener in reactive dye printing, but grade selection requires more than choosing an HV, MV or LV label. This guide explains its technical role, key purchasing parameters, preparation controls and production trial requirements.
Print sharpness and wash-off performance depend on more than printing-paste viscosity. This guide explains how CMC and CMS grade, rheology, degree of substitution, paste preparation, dye compatibility and washing conditions should be evaluated.
In 2025, the global demand for textile digital printing is surging, and choosing the right Digital printing paste is key to production capacity upgrading. fsxchemical's high-performance Digital printing paste adapts to regional needs such as environmental protection in Europe and America, and high efficiency in Southeast Asia. It has advantages like fast drying and high color fastness. Relying on global delivery and localized services, it helps enterprises reduce costs and increase efficiency. For needs, please contact us via the official website.
Ürün adını, kullanım alanını, miktarı, teslimat yerini ve elinizde bulunan TDS,
örnek fotoğraf veya belgeleri bizimle paylaşın. FSX Chemical bu
bilgileri inceleyerek fiyat teklifi, numune eşleştirme
veya ürün seçimi için atılması gereken bir sonraki adımı önerecektir.
Ürün BilgileriÜrün adı, sınıfı, modeli, etiket fotoğrafı veya tedarikçi referansı.
Mevcut BelgelerTDS, SDS, COA, numune fotoğrafı, ürün listesi veya test verileri.
Sipariş DetaylarıTahmini miktar, ambalaj, varış ülkesi, liman veya ticaret şartı.
Başvuru veya SorunTekstil baskı süreci, formülasyon gereksinimi, mevcut sorun veya hedeflenen performans.