Reaktif Boya Serigrafi Baskısı için Sodyum Aljinat Macunu Formülasyonu
Reaktif Boya Baskı Pastasının Temel Bileşenleri
Pamuk üzerine serigrafi baskı için kullanılan standart bir reaktif boya baskı macunu, aşağıdaki temel bileşenleri içerir:
- Sodyum aljinat — hamurun viskozitesini ve reolojisini kontrol eden başlıca kıvam arttırıcı madde
- Reaktif boya — hedef renk derinliği için gerekli konsantrasyonda macun içinde çözülmüş
- Alkali — genellikle sodyum karbonat (soda külü) veya sodyum bikarbonat; bu maddeler, buharla işleme sırasında reaktif boyaların sabitlenmesi için hamurun pH değerini yükseltmek amacıyla kullanılır
- Üre — boyanın çözünmesini ve sabitlenmesini desteklemek amacıyla buharlama sırasında nemi tutan higroskopik bir madde
- İndirgenmeyi önleyici madde — örneğin, buharlama sırasında belirli reaktif boyaların indirgenmesini önlemek için kullanılan sodyum m-nitrobenzensülfonat gibi
- Su — çözücü ortam; su kalitesi (sertlik, iyon içeriği) macun performansını etkiler
Her bir bileşenin oranları, boya sınıfına, hedeflenen renk derinliğine, kumaş türüne ve buharlandırma koşullarına bağlıdır. Tek bir evrensel formül yoktur; macun tarifleri genellikle belirli boya sınıfları için geliştirilir ve üretim deneyimlerine göre ayarlanır.
Sodyum Aljinat Konsantrasyonu ve Hedef Viskozite
Serigrafi baskı için hedef macun viskozitesi genellikle 8.000 ila 20.000 mPa·s aralığında yer alır (düşük kesme kuvveti altında); ancak bu aralık içindeki uygun değer, şablon gözenek sayısı, kumaş ağırlığı ve baskı hızına bağlıdır. Daha yüksek gözenek sayısına sahip serigrafi şablonları (daha ince gözenek açıklıkları) genellikle daha düşük viskoziteli pasta gerektirir; daha düşük gözenek sayısına sahip şablonlar ise daha yüksek viskoziteli pastaları kullanabilir.
Öncelikle sodyum aljinat macun bazını hazırlayın — aljinatı suda hedef konsantrasyona ulaşacak şekilde çözün ve viskozitesini kontrol edin — ardından boya, alkali ve diğer bileşenleri ekleyin. Soğuk aljinat bazına alkali eklenmesi, macunun kullanılabilirlik süresini kısaltır; zira alkali katalizli bozunma, ilave edildikten hemen sonra başlar.
Alkali Seçimi ve Zamanlama
İki aşamalı baskı işlemlerinde, alkali, baskı macununa karıştırılmak yerine ayrı olarak uygulanır (baskı öncesinde kumaşa emdirme yoluyla veya baskı sonrası işlemle). Bu yaklaşım, macunun kullanım süresini önemli ölçüde uzatır ve tam bir vardiya boyunca macunun kararlılığının önemli olduğu bazı yüksek hacimli üretim işlemlerinde kullanılır.
Hangi yöntemi kullanırsanız kullanın, alkali macuna kullanım zamanına mümkün olduğunca yakın bir zamanda eklenmelidir ve alkali içeren macun, hazırlandığı vardiyadan sonra saklanmamalıdır.

Düz Ekran ve Döner Ekran Baskısı: Mac Gereksinimleri
Düz Ekran Baskısı
Düz serigrafi baskı, genellikle rotatif serigrafi baskıya göre daha düşük hızda gerçekleştirilir ve pasta viskozitesi konusunda biraz daha fazla esneklik sağlar. Pasta, silecek basıncı altında kolayca akabilmelidir; ancak şablon kaldırılmadan önce şablon açıklığının sınırlarının ötesine yayılmamalıdır. Genellikle, tipik aralığın (3–4%) alt sınırına yakın konsantrasyonlarda orta viskoziteli sodyum aljinat türleri kullanılır.
Düz ekran baskıda dikkate alınması gereken pratik bir husus, baskı hızının düşük olması durumunda vuruşlar arasında ekran yüzeyinde pastanın kurumasını önlemektir. Böyle bir durum söz konusuysa, pastanın viskozitesinin çok yüksek olup olmadığını (daha kalın pasta yüzeyde daha hızlı kurur), ortam neminin çok düşük olup olmadığını veya vuruşlar arasındaki sürenin normalden daha uzun olup olmadığını kontrol edin.
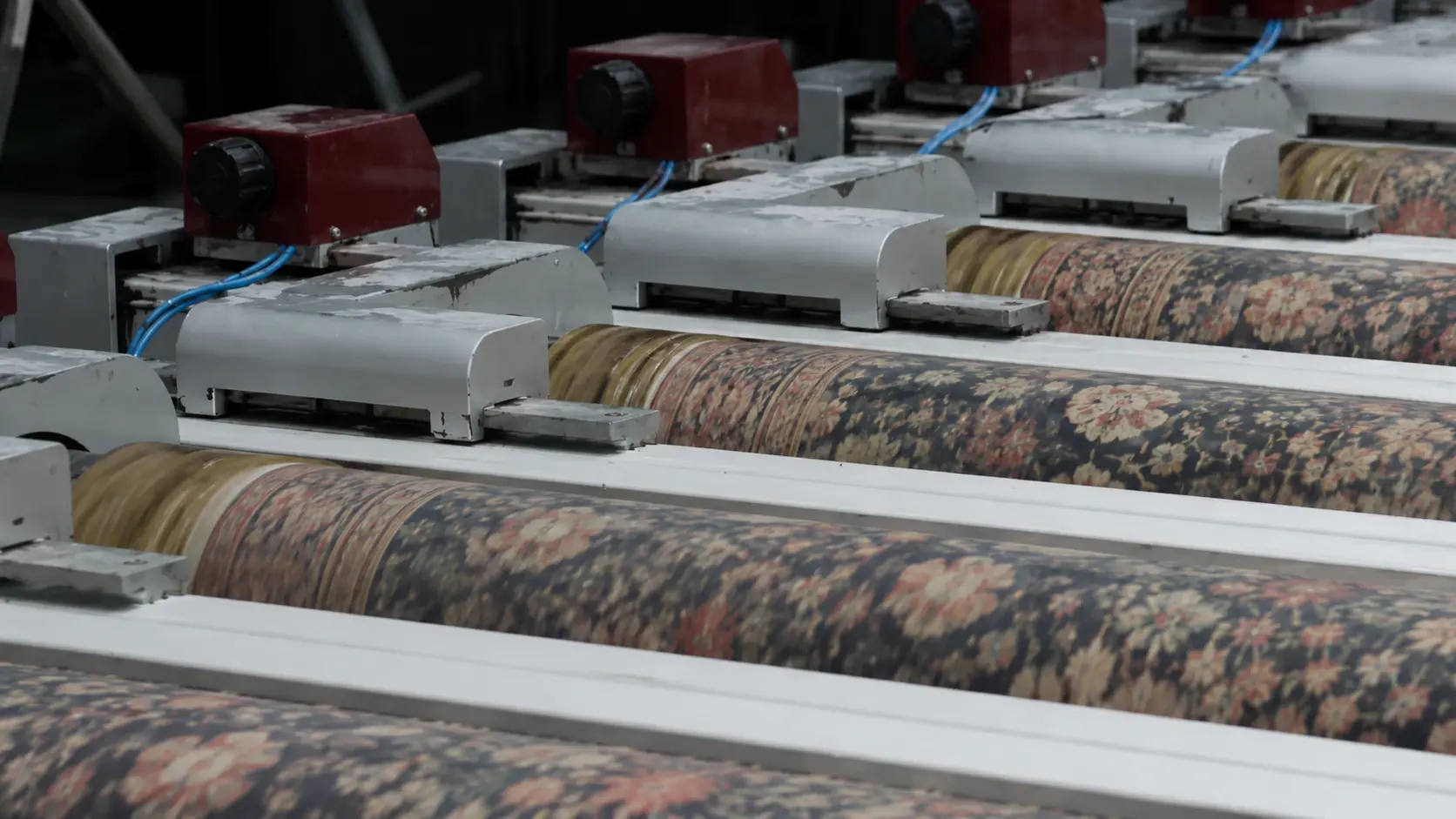
Döner Serigrafi Baskı
Pastanın viskozite kararlılığı, döner serigrafi baskıda özellikle önemlidir — baskı işlemi sırasında değişen viskozite, kumaş uzunluğu boyunca renk tonu farklılıklarına neden olur. Tipik aralığın (4–6%) üst sınırına yakın konsantrasyonlarda orta ila yüksek viskoziteli sodyum aljinat türleri yaygın olarak kullanılır ve baskı işlemi sırasında hazırlama sıklığını en aza indirmek için pasta genellikle büyük partiler halinde hazırlanır.
Döner elek hamur sistemleri, çalışma sırasında su kaybından kaynaklanan buharlaşmayı ve viskozite değişimini azaltmak için genellikle kapalı veya örtülü tutulur. Çalışma sırasında başka bir neden olmaksızın viskozite artıyorsa, hamur besleme sisteminde buharlaşma olup olmadığını kontrol edin.
Serigrafide Sık Karşılaşılan Sorunlar ve Baskı Pastasıyla İlgili Nedenler
Renk Akması ve Desen Kenarlarının Netliği
Renk yayılması — yani rengin amaçlanan desen sınırlarının ötesine yayılması — reaktif boya serigrafi baskısında en sık görülen kusurlardan biridir ve genellikle pasta viskozitesiyle ilgilidir. Aşırı akışkan olan pasta, kumaşa aktarıldıktan sonra boyayı yerinde tutamaz; boya, sabitlenmeden önce yana doğru yayılır ve desen kenarlarının belirsiz veya bulanık görünmesine neden olur.
Kanama meydana geliyorsa, öncelikle baskı anındaki macun viskozitesini kontrol edin (sadece hazırlık aşamasındaki viskoziteyi değil). Baskı sırasında viskozite düşmüşse, viskozite kaybının nedenini araştırın — bozulma, buharlaşma veya sıcaklık artışı en yaygın nedenlerdir. Viskozite doğru seviyede olmasına rağmen kanama devam ediyorsa, şablonun inceliğine uygun bir şablon göz sayısı kullanılıp kullanılmadığını ve kumaş yüzey hazırlığının yeterli olup olmadığını değerlendirin.
Ekran Tıkanması
Ekran tıkanması — pastanın ekran ağının içinde veya üzerinde kuruyarak temiz baskı yapılmasını engellemesi — aşırı viskoziteli pasta, çözünmemiş parçacıklar içeren pasta, ağ yüzeyinde çok hızlı kuruyan pasta veya baskı işlemleri arasında yetersiz temizlikten kaynaklanabilir.
Çözünmemiş parçacıkların neden olduğu tıkanma durumlarında, macun hazırlığı sırasında sodyum aljinatın çözünme derecesini kontrol edin — hazırlanan macun bazından alınan bir numuneyi ince bir süzgeçten geçirin ve süzgeçte kalan parçacık olup olmadığını kontrol edin. Parçacıklar varsa, karıştırma süresini uzatın veya çözünme sırasında su sıcaklığını kontrol edin.
Yüzeyin kuruması nedeniyle oluşan tıkanıklıklar için, macun viskozitesinin gereğinden fazla olup olmadığını, ortam neminin çok düşük olup olmadığını veya baskı hızının, vuruşlar arasında macunun ağ yüzeyinde uzun süre kalmasına neden olacak kadar düşük olup olmadığını kontrol edin.
Kumaş Genişliği Boyunca Düzensiz Renk Derinliği
Kumaş genişliği boyunca renk derinliğindeki dengesizlik — genellikle kenarların daha koyu, ortanın daha açık olması ya da tam tersi şeklinde görülür — genellikle boya veya sabitleme sorunundan ziyade, pasta aktarımındaki dengesizliği gösterir. Yaygın nedenler arasında, şablon genişliği boyunca silecek basıncının dengesizliği, şablon gerginliğindeki değişiklikler veya parti içindeki pasta viskozitesindeki tutarsızlık sayılabilir.
Erken ve Geç Baskılar Arasındaki Yapıştırma Aktarımındaki Tutarsızlık
Çalışma sırasında viskozite düşüyorsa, viskozite kararlılığı kılavuzuna başvurun ve olası nedenler olarak sıcaklık, mekanik kesme kuvveti ve alkali bozunmasını inceleyin. Viskozite artıyorsa, macun sisteminden buharlaşma olup olmadığını kontrol edin.
Baskı Sonrası İşlemler: Kurutma, Buharlama ve Yıkama
Buharlamadan Önce Ara Kurutma
Baskı işleminden sonra kumaş, genellikle buhar makinesine girmeden önce kurutulur. Ara kurutma, pasta tabakasındaki yüzey nemini giderir ve buharlandırma işleminin ilk aşamasında boyanın yayılmasını önler. Ancak aşırı kurutma — yani pasta tabakasından çok fazla nemin alınması — buharlandırma sırasında boyanın sabitlenmesi için kullanılabilir nemi azaltır ve sabitlenme oranını düşürebilir.
Uygun kurutma koşulları, hamur formülasyonuna (özellikle nemi tutan üre içeriğine), buhar makinesinin türüne ve boya sınıfına bağlıdır. Kuru macun formülasyonunuza ve buharlandırma sisteminize göre kurutma sıcaklığını ve süresini belirleyin. Sabitleme oranı beklenenden düşükse ve buharlandırma koşulları doğruysa, buharlandırma başlamadan önce ara kurutma aşamasında nemin fazla mı alındığını kontrol edin.
Reaktif Boya Sabitlemesi için Buharlama
Reaktif boyaların sabitlenmesi için doymuş buharla buharlama gereklidir — buharlama sıcaklığında bağıl nem oranı 100% olan buhar. Pamuk üzerindeki çoğu reaktif boya sınıfı için, 100–102°C'de 8 ila 12 dakika boyunca buharla işlem uygulanması standarttır. Sodyum aljinat macunu, lifin şişkinliğini korumak ve boya moleküllerinin hidroksil gruplarına nüfuz edip bunlarla reaksiyona girmesini sağlamak için buharla işlem sırasında yeterli nemi muhafaza etmelidir.
Doğru buharlandırma süresi ve sıcaklığına rağmen fiksasyon oranı sürekli olarak beklenenden düşükse, buhar makinesindeki buhar doygunluğunu kontrol edin — doymamış veya aşırı ısıtılmış buhar, nemi korumak yerine macun tabakasını kurutur ve bu da fiksasyonu azaltır. Ayrıca, macundaki üre içeriğinin buharlandırma koşullarınıza uygun olduğundan emin olun.
Buharlamadan Sonra Yıkama
Sabitleme işleminden sonra, kumaş yüzeyinden sabitlenmemiş boya, hidrolize olmuş boya ve kalıntı sodyum aljinatın giderilmesi için kumaşın yıkanması gerekir. Reaktif boya baskısı için standart yıkama sırası şöyledir: soğuk durulama, sabunlayıcı madde ile sıcak yıkama (80–95 °C), ikinci sıcak yıkama, soğuk durulama.
Yıkamanın tam olarak yapılmaması, lif yüzeyinde veya yakınında sabitlenmemiş boya kalmasına neden olur; bu da sabitleme oranı yeterli olsa bile yıkama haslığı değerini düşürür. Hedeflenen haslık derecelerine ulaşmak için, macun formülasyonunu ve buharlandırma koşullarını optimize etmek kadar, yıkamanın tam olarak yapılmasını sağlamak da aynı derecede önemlidir.

FSX Chemical, Serigrafi Sürecinizi Nasıl Destekliyor?
İster yeni bir macun formülasyonu geliştiriyor olun, ister bir üretim sorununu gideriyor olun, ister bir kalite sınıfı değişikliğini değerlendiriyor olun, teknik ekibimiz, özel proses koşullarınıza göre macun formülasyonu konusunda rehberlik ve kalite sınıfı seçimi konusunda size yardımcı olabilir.
Sonraki adımlar:
- TDS Talep Et — Hedef serigrafi uygulamanız için viskozite, DS ve konsantrasyon özelliklerini gözden geçirin
- Örnek İsteyin — toplu üretim aşamasına geçmeden önce yapıştırma hazırlıklarını ve deneme baskılarını gerçekleştirin
- Not Eşleştirme Talebinde Bulunun — Belirli bir kalite önerisi alabilmek için kumaş türünüzü, serigrafi ağ göz aralığını ve baskı hızınızı belirtin
- Teknik Ekibimizle İletişime Geçin — macun formülasyon desteği veya serigrafi sorunlarının giderilmesi içinting📧 E-posta: Service@fsxchemical.com