Рецептура пасты на основе альгината натрия для трафаретной печати реактивными красителями
Основные компоненты пасты для печати реактивными красителями
Стандартная паста для трафаретной печати с использованием реактивных красителей на хлопке содержит следующие основные компоненты:
- Альгинат натрия — основной загуститель, регулирующий вязкость и реологические свойства пасты
- Реактивный краситель — растворенный в пасте в концентрации, необходимой для достижения требуемой глубины цвета
- Щелочь — как правило, карбонат натрия (кальцинированная сода) или бикарбонат натрия, необходимые для повышения pH пасты с целью закрепления реактивных красителей во время обработки паром
- Мочевина — гигроскопический агент, который удерживает влагу во время обработки паром, способствуя растворению и закреплению красителя
- Антиредуцирующий агент — например, м-нитробензолсульфонат натрия, используемый для предотвращения восстановления некоторых реактивных красителей во время обработки паром
- Вода — растворительная среда; качество воды (жесткость, содержание ионов) влияет на рабочие характеристики пасты
Пропорции каждого компонента зависят от класса красителя, требуемой глубины цвета, типа ткани и условий обработки паром. Единой универсальной формулы не существует — рецептуры паст, как правило, разрабатываются для конкретных классов красителей и корректируются с учетом производственного опыта.
Целевые значения концентрации и вязкости альгината натрия
Целевая вязкость пасты для трафаретной печати обычно находится в диапазоне от 8 000 до 20 000 мПа·с (при низком сдвиге), хотя конкретное значение в пределах этого диапазона зависит от плотности сетки, плотности ткани и скорости печати. Трафареты с более высоким номером сетки (более мелкие ячейки) обычно требуют пасты с более низкой вязкостью; трафареты с более низким номером сетки допускают использование пасты с более высокой вязкостью.
Сначала приготовьте основу из альгинатной пасты — растворите альгинат в воде до нужной концентрации и проверьте вязкость — прежде чем добавлять краситель, щелочь и другие компоненты. Добавление щелочи в холодную альгинатную основу сокращает время, в течение которого можно использовать пасту, поскольку катализируемое щелочью разложение начинается сразу после добавления.
Выбор щелочи и выбор времени
В двухфазных процессах печати щелочь наносится отдельно (путем пропитки ткани перед печатью или в ходе послепечатной обработки), а не входит в состав печатной пасты. Такой подход значительно продлевает срок годности пасты и применяется на некоторых крупных производствах, где важна стабильность пасты на протяжении всей смены.
Независимо от того, какой подход вы используете, щелочь следует добавлять в пасту как можно ближе к моменту её использования, а пасту, содержащую щелочь, не следует хранить дольше, чем на протяжении смены, в ходе которой она была приготовлена.

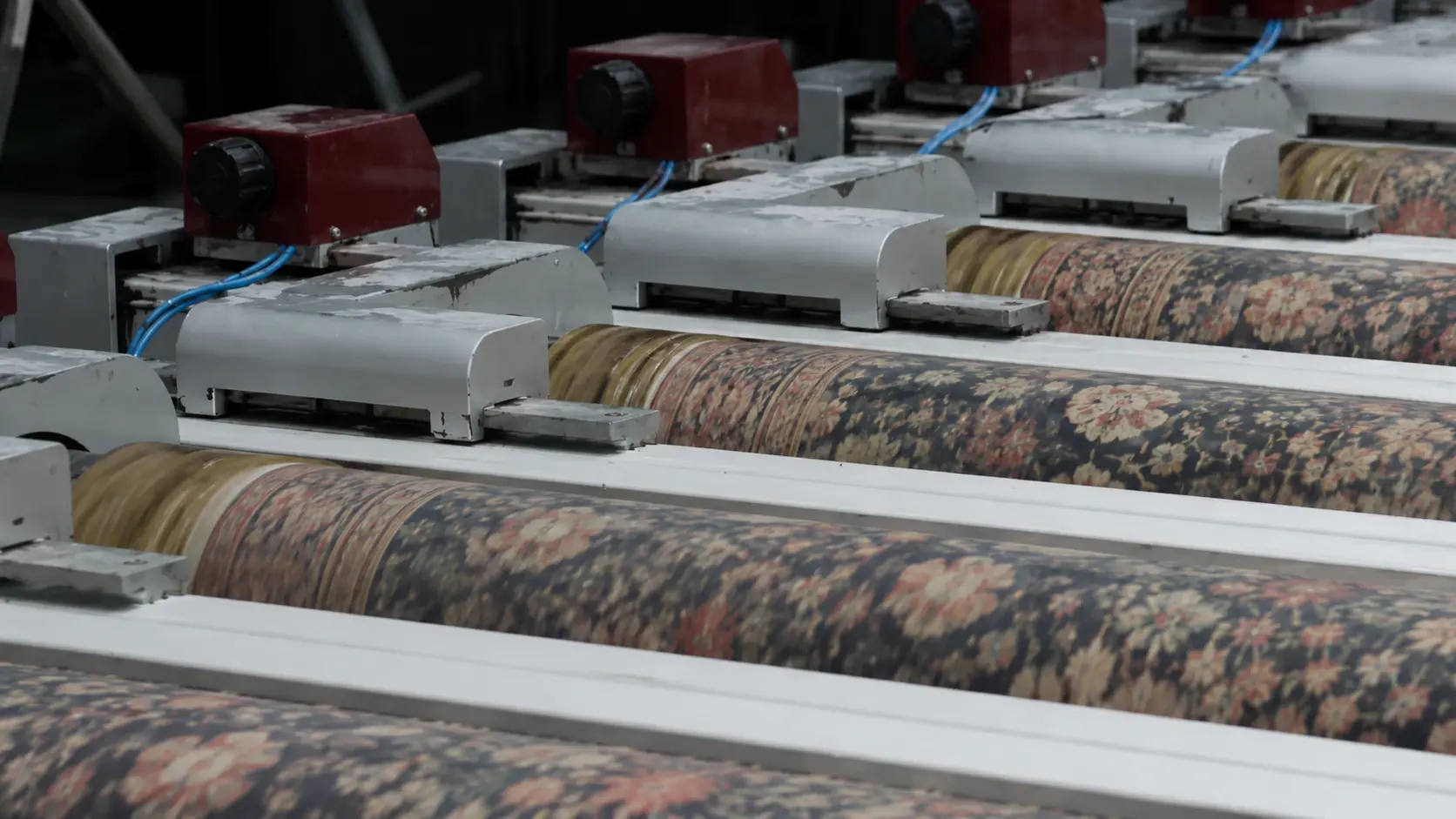
Плоская печать против ротационной печати: требования к пасте
Печать на плоских поверхностях
Плоская трафаретная печать, как правило, осуществляется на более низких скоростях, чем ротационная трафаретная печать, и обеспечивает несколько большую гибкость в отношении вязкости пасты. Паста должна легко течь под давлением ракеля, но не должна растекаться за пределы отверстий трафарета до того, как ракель будет поднят. Обычно используются сорта альгината натрия средней вязкости с концентрацией, близкой к нижней границе типичного диапазона (3–4%).
Одним из практических моментов, с которыми приходится сталкиваться при печати с использованием плоских трафаретов, является высыхание пасты на поверхности трафарета между проходами, если скорость печати низкая. Если такая ситуация возникает, следует проверить, не слишком ли высока вязкость пасты (более густая паста быстрее высыхает на поверхности), не слишком ли низкая влажность воздуха в помещении или не превышает ли интервал между проходами обычное время.
Ротационная трафаретная печать
Стабильность вязкости пасты имеет особое значение в ротационной трафаретной печати — изменение вязкости в ходе тиража приводит к разнице в оттенке по всей длине ткани. Обычно используются сорта альгината натрия средней и высокой вязкости с концентрациями, близкими к верхней границе типичного диапазона (4–6%), а паста, как правило, готовится большими партиями, чтобы свести к минимуму частоту её приготовления во время тиража.
Системы подачи пасты с роторным ситом часто оборудуются герметичной оболочкой или крышкой для уменьшения испарения и изменения вязкости, вызванного потерей воды в процессе работы. Если вязкость увеличивается во время работы без видимых на то причин, проверьте, не происходит ли испарение в системе подачи пасты.
Распространенные проблемы при трафаретной печати и их причины, связанные с пастой
Расплывание цветов и четкость краев узоров
Расплывание цвета — когда цвет выходит за пределы заданных границ рисунка — является одним из наиболее распространенных дефектов при трафаретной печати с использованием реактивных красителей и часто связано с вязкостью пасты. Слишком жидкая паста не удерживает краситель на месте после переноса на ткань; краситель смещается в стороны до закрепления, в результате чего края рисунка получаются нечеткими или размытыми.
Если наблюдается просачивание, сначала проверьте вязкость пасты во время печати (а не только на этапе подготовки). Если вязкость снизилась в ходе тиража, выясните причину потери вязкости — наиболее распространенными причинами являются деградация, испарение или повышение температуры. Если вязкость находится на нужном уровне, а размывание все равно происходит, проверьте, подходит ли плотность сетки трафарета для тонкости рисунка и правильно ли подготовлена поверхность ткани.
Заблокированный экран
Засорение сита — затвердевание пасты внутри или на сетке сита, препятствующее качественной печати — может быть вызвано чрезмерной вязкостью пасты, наличием в ней нерастворенных частиц, слишком быстрым затвердеванием пасты на поверхности сетки или недостаточной очисткой сита между тиражами.
В случае закупорки, вызванной нерастворившимися частицами, проверьте степень растворения альгината натрия при приготовлении пасты — процедите образец приготовленной пастовой основы через мелкоячеистую сетку и проверьте, не остались ли в ней частицы. Если частицы присутствуют, увеличьте время перемешивания или проверьте температуру воды во время растворения.
Если забивание вызвано высыханием пасты на поверхности, проверьте, не превышает ли вязкость пасты требуемое значение, не слишком ли низкая влажность окружающей среды или не слишком ли низкая скорость печати, из-за чего паста остается на поверхности сетки в течение длительного времени между ходами.
Неравномерная глубина цвета по всей ширине ткани
Неравномерная глубина окраски по ширине ткани — часто проявляющаяся в виде более тёмных краёв и более светлой середины, или наоборот — как правило, свидетельствует о неравномерной подаче пасты, а не о проблемах с красителем или закреплением. К числу распространённых причин относятся неравномерное давление ракеля по ширине трафарета, колебания натяжения трафарета или неравномерность вязкости пасты в пределах одной партии.
Расхождения в переносе пасты между ранними и поздними оттисками
Если в ходе работы вязкость снижается, ознакомьтесь с рекомендациями по стабильности вязкости и проверьте, не являются ли возможными причинами этого температурные колебания, механическое сдвиговое воздействие или щелочное разложение. Если вязкость повышается, проверьте, не происходит ли испарение из пастообразной системы.
Послепечатная обработка: сушка, обработка паром и смывание
Промежуточная сушка перед обработкой паром
После печати ткань, как правило, подвергают сушке перед поступлением в паровую камеру. Промежуточная сушка удаляет поверхностную влагу из пастовой пленки и предотвращает миграцию красителя на начальном этапе процесса пропаривания. Однако чрезмерная сушка — удаление слишком большого количества влаги из пастовой пленки — снижает количество влаги, необходимой для фиксации красителя во время пропаривания, и может привести к снижению скорости фиксации.
Оптимальные условия сушки зависят от состава пасты (в частности, от содержания мочевины, которая удерживает влагу), типа паровой камеры и класса красителя. Уточните температуру и время сушки с учётом состава вашей пасты и системы пропаривания. Если степень фиксации ниже ожидаемой, а условия пропаривания правильные, проверьте, не удаляется ли при промежуточной сушке слишком много влаги до начала пропаривания.
Обработка паром для закрепления реактивных красителей
Для закрепления реактивных красителей требуется обработка насыщенным паром — при относительной влажности 100% при температуре обработки. Для большинства классов реактивных красителей на хлопке стандартной является обработка паром при температуре 100–102 °C в течение 8–12 минут. Паста из альгината натрия должна сохранять достаточную влажность во время обработки паром, чтобы волокно оставалось набухшим и молекулы красителя могли диффундировать внутрь и вступать в реакцию с гидроксильными группами.
Если степень фиксации постоянно оказывается ниже ожидаемой, несмотря на правильное время и температуру обработки паром, проверьте степень насыщения пара в парогенераторе — ненасыщенный или перегретый пар высушивает пленку пасты, а не удерживает влагу, что снижает степень фиксации. Также убедитесь, что содержание мочевины в пасте соответствует вашим условиям обработки паром.
Промывка после обработки паром
После фиксации ткань необходимо выстирать, чтобы удалить с её поверхности нефиксированный краситель, гидролизованный краситель и остатки альгината натрия. Стандартная последовательность промывки при печати реактивными красителями выглядит следующим образом: промывка в холодной воде, горячая стирка (80–95 °C) с использованием моющего средства, вторая горячая стирка, промывка в холодной воде.
Неполное смывание приводит к тому, что на поверхности волокна или рядом с ней остаётся нефиксированный краситель, что снижает стойкость к стирке даже при достаточной степени фиксации. Обеспечение тщательного смывания имеет такое же важное значение, как и оптимизация состава пасты и условий пропаривания, для достижения требуемых уровней стойкости.

Как FSX Chemical способствует оптимизации вашего процесса трафаретной печати
Если вы разрабатываете новую рецептуру пасты, устраняете неполадки в производстве или оцениваете возможность смены марки продукта, наша техническая команда готова оказать вам помощь в разработке рецептуры пасты и выборе марки с учетом конкретных условий вашего технологического процесса.
Следующие шаги:
- Запросить TDS — ознакомьтесь с техническими характеристиками вязкости, сухого остатка (DS) и концентрации для вашего конкретного случая применения трафаретной печати
- Запросить образец — перед запуском массового производства необходимо провести подготовку к нанесению клея и пробную печать
- Попросите о приравнивании оценок — укажите тип ткани, плотность сетки и скорость печати, чтобы получить рекомендацию по конкретному классу качества
- Свяжитесь с нашей технической службой — для помощи в разработке состава пасты или устранении неполадок при трафаретной печатиting📧 Электронная почта: Service@fsxchemical.com