What Sodium Alginate Purity Specifications Cover
Active Content and Common Impurities
- Sodium chloride (NaCl) — the most significant impurity by volume, a byproduct of the sodium alginate synthesis and purification process
- Sodium glycolate — another synthesis byproduct present at lower concentrations
- Insoluble matter — undissolved particles that remain after standard dissolution
- Heavy metals — trace elements from the seaweed raw material and processing equipment, typically measured separately and expressed in mg/kg
- Moisture — water content in the powder, which affects the effective concentration of active material per unit weight
How Purity Is Measured and Reported
Active content in sodium alginate is typically measured on a dry-weight basis — the sample is dried to remove moisture before measurement. This means that a product with stated purity of 80% on a dry basis may have a lower effective active content on an as-received basis if the moisture content is significant.
When comparing purity specifications between suppliers, confirm whether the stated value is on a dry basis or an as-received basis, and what the moisture specification is. A product with 85% active content (dry basis) and 10% moisture has an effective active content of approximately 76.5% as received — meaningfully lower than the dry-basis figure suggests.
How Impurities Affect Textile Printing Paste Performance
Effect of Sodium Chloride on Paste Viscosity
This means that two sodium alginate grades with the same stated viscosity specification but different NaCl content may produce different paste viscosity when dissolved at the same concentration in soft water. The lower-purity grade with higher NaCl content will typically produce lower paste viscosity than expected from the TDS value, because the TDS viscosity may have been measured under conditions that partially account for the ionic content of that specific grade.
If you are switching between sodium alginate grades or suppliers and observing unexpected paste viscosity, NaCl content is one of the first variables to investigate. Request NaCl content data from both your current and prospective supplier and compare.
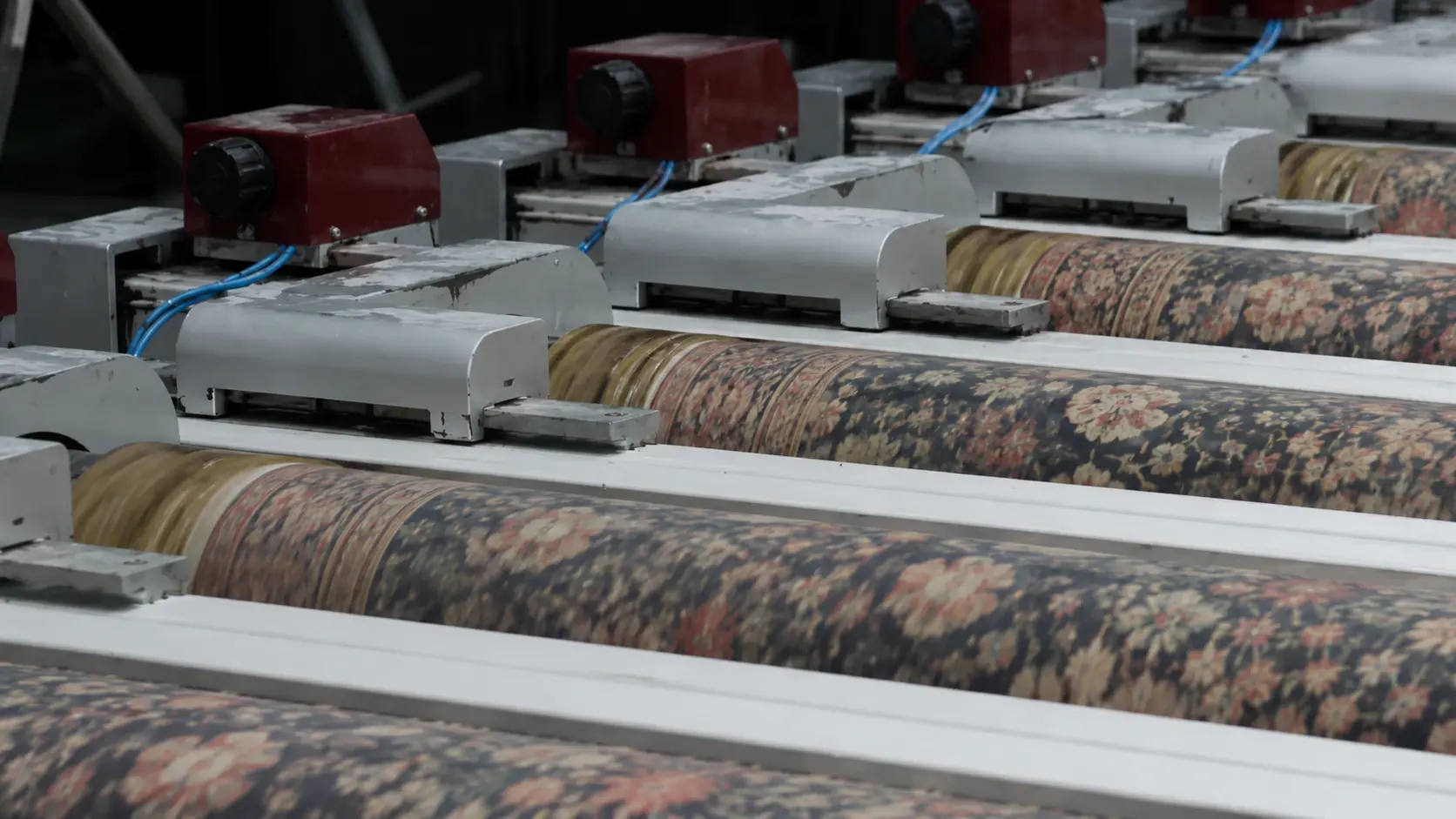
Effect of Insoluble Matter on Screen Printing
Insoluble matter in sodium alginate — particles that do not dissolve under standard preparation conditions — can accumulate in screen mesh openings during printing. Fine screen mesh used for detailed patterns is more susceptible to blockage from insoluble particles than coarser mesh used for large-area prints.
Screen blockage from insoluble matter causes uneven paste transfer, incomplete pattern coverage, and the need for more frequent screen cleaning during a production run. For fine-line printing where screen mesh is tight, specifying a sodium alginate grade with lower insoluble matter (expressed as water-insoluble content on the TDS) is a practical quality measure.
Insoluble matter is typically specified as a maximum percentage in the TDS — for example, water-insoluble content ≤ 0.6%. Lower values indicate a cleaner product with less risk of screen-related printing problems.
Effect of Heavy Metals on Fabric and Dye Interaction
Trace heavy metals — particularly calcium, iron, and manganese — present in sodium alginate can interact with reactive dyes and affect print quality. Calcium and other divalent metals can crosslink alginate chains and increase paste viscosity or cause gelling at elevated concentrations. Iron can catalyze oxidative degradation of dyes and affect shade consistency.
For most standard industrial textile printing applications, heavy metal levels in commercial sodium alginate are low enough not to cause significant problems. However, for color-sensitive applications where shade consistency is critical — or where buyer specifications include limits on heavy metal content in textile chemicals — requesting heavy metal analysis data from your supplier is worthwhile.
Heavy metal content is typically reported in mg/kg (ppm) for individual metals. Common specifications include limits on total heavy metals and on specific metals of concern such as lead, arsenic, and mercury.
Purity Requirements by Application in Textile Printing
Standard Reactive Dye Screen Printing
For standard reactive dye flat screen and rotary screen printing on cotton, medium-purity industrial grades are generally adequate. The primary performance requirements — viscosity, DS, and solubility — are typically met by grades with active content in the range of 70% to 85% (dry basis), provided that NaCl content is within an acceptable range for your paste formulation.
If your paste formulation uses hard water or contains other ionic components (alkali, salt), the impact of NaCl from the sodium alginate itself is proportionally smaller. For operations using softened or deionized water where ionic content is tightly controlled, the NaCl contribution from lower-purity alginate grades becomes more significant and may warrant specifying a higher-purity grade.

Fine-Line and High-Detail Printing
For fine-line printing with tight screen mesh — detailed pattern work, fine-count yarn substrates, or high-resolution designs — lower insoluble matter and more consistent viscosity become more important. In these applications, specifying a grade with tighter insoluble matter limits and documented batch-to-batch viscosity consistency is a practical quality measure.
Digital Pre-Treatment Formulations
For digital inkjet pre-treatment paste, sodium alginate is used at lower concentrations than in screen printing paste. At these concentrations, the relative contribution of NaCl from lower-purity grades to total ionic strength in the pre-treatment solution is higher than in concentrated screen paste. For pre-treatment applications where ionic content needs to be controlled, a higher-purity grade may be appropriate.
Insoluble matter is also more critical in pre-treatment applications, particularly in spray systems where undissolved particles can block spray nozzles. Specifying a grade with low insoluble matter content is recommended for spray pre-treatment systems regardless of whether overall purity is a primary concern.
Comparing Purity Specifications Between Suppliers
What to Request Beyond the Active Content Number
Active content alone is not sufficient to evaluate sodium alginate purity for textile printing. When comparing grades from different suppliers, request the following in addition to the active content specification:
- NaCl content — maximum percentage on dry basis
- Water-insoluble content — maximum percentage
- Moisture content — to calculate effective active content as received
- Heavy metal data — total heavy metals and any specific metals relevant to your buyer specifications
- CoA from recent production batches — to verify that specification values are consistently achieved in practice
A supplier who can provide all of these data points promptly is operating to reasonable industrial supply standards. Reluctance to provide impurity data is worth noting in your evaluation.
When Higher Purity Is Worth the Premium
Higher-purity sodium alginate grades cost more than standard industrial grades, and the premium is not always justified by performance requirements. Higher purity is worth specifying when:
- Your paste formulation is sensitive to ionic content (low-salt paste systems, soft water preparation)
- Fine screen mesh is in use and insoluble matter causes screen blockage in your current grade
- Your buyer specifications include limits on impurity levels or heavy metal content in textile chemicals
- You are using sodium alginate in spray pre-treatment systems where particle contamination is a concern
For standard screen printing applications with medium to coarse mesh and no specific buyer impurity requirements, a medium-purity industrial grade with documented viscosity consistency will typically perform adequately at lower cost.
Practical Steps for Evaluating Purity in Your Supply Chain
Running a Purity-Focused Supplier Comparison Trial
- Paste viscosity at preparation and after 24 hours of storage
- Visual clarity of the dissolved paste (cloudiness may indicate insoluble matter)
- Filtration behavior (pass a sample through a fine mesh and check for retained particles)
- Print quality on your standard fabric and screen, including pattern sharpness and screen behavior over a defined number of print strokes
Document the results alongside the CoA data for each grade. This gives you a direct comparison of whether the purity difference translates into a meaningful performance difference in your specific application.
Incorporating Purity Checks into Incoming Quality Control
For operations where paste consistency is critical, incorporating basic purity checks into incoming material quality control is a practical safeguard. At minimum, measuring paste viscosity on a sample dissolved at a standard concentration confirms whether the received batch is within the viscosity range specified on the CoA.
For more rigorous control, insoluble matter testing on a sample of each incoming batch can be done with basic laboratory equipment (dissolution, filtration through a tared filter, drying, and weighing). This provides a direct measure of one of the most practically significant impurity parameters for screen printing applications.

How FSX Chemical Supports Purity-Sensitive Procurement
If your application has specific purity requirements — for buyer specifications, fine-line printing, or ionic-sensitive formulations — our technical team can discuss which grade specification is appropriate and provide comparison data to support your evaluation.
Next steps:
- Request a TDS — review active content, NaCl, insoluble matter, and moisture specifications for your target grade
- Request Multi-Batch CoA Data — verify that purity specifications are consistently achieved across production batches
- Request a Sample — run a purity-focused paste trial before bulk ordering
- Contact Our Technical Team — for guidance on purity grade selection for your specific application and buyer requirements📧 Email: Service@fsxchemical.com