Why Fabric Type Affects Sodium Alginate Selection
Fiber Structure and Dye Uptake
These differences in dye uptake translate into different paste formulation requirements. A paste optimized for cotton may not perform identically on viscose or linen, even when the same dye class and steaming conditions are used.
How Fabric Weight and Construction Affect Paste Requirements
Beyond fiber type, fabric weight and construction (weave structure, yarn count, thread density) affect how paste is applied and how it behaves on the fabric surface. Lightweight, tightly woven fabrics require paste that transfers cleanly without penetrating too deeply through the fabric; heavy, open-weave fabrics may need higher-viscosity paste to prevent dye bleed-through.
Viscosity grade selection should account for both fiber type and fabric construction. If you are printing the same reactive dye on a lightweight cotton lawn and a heavyweight cotton canvas, you will likely need different paste viscosity targets even though the fiber type is the same.
Sodium Alginate for Cotton Printing
Why Cotton Is the Primary Application for Reactive Dye Printing

Recommended Viscosity Range for Cotton
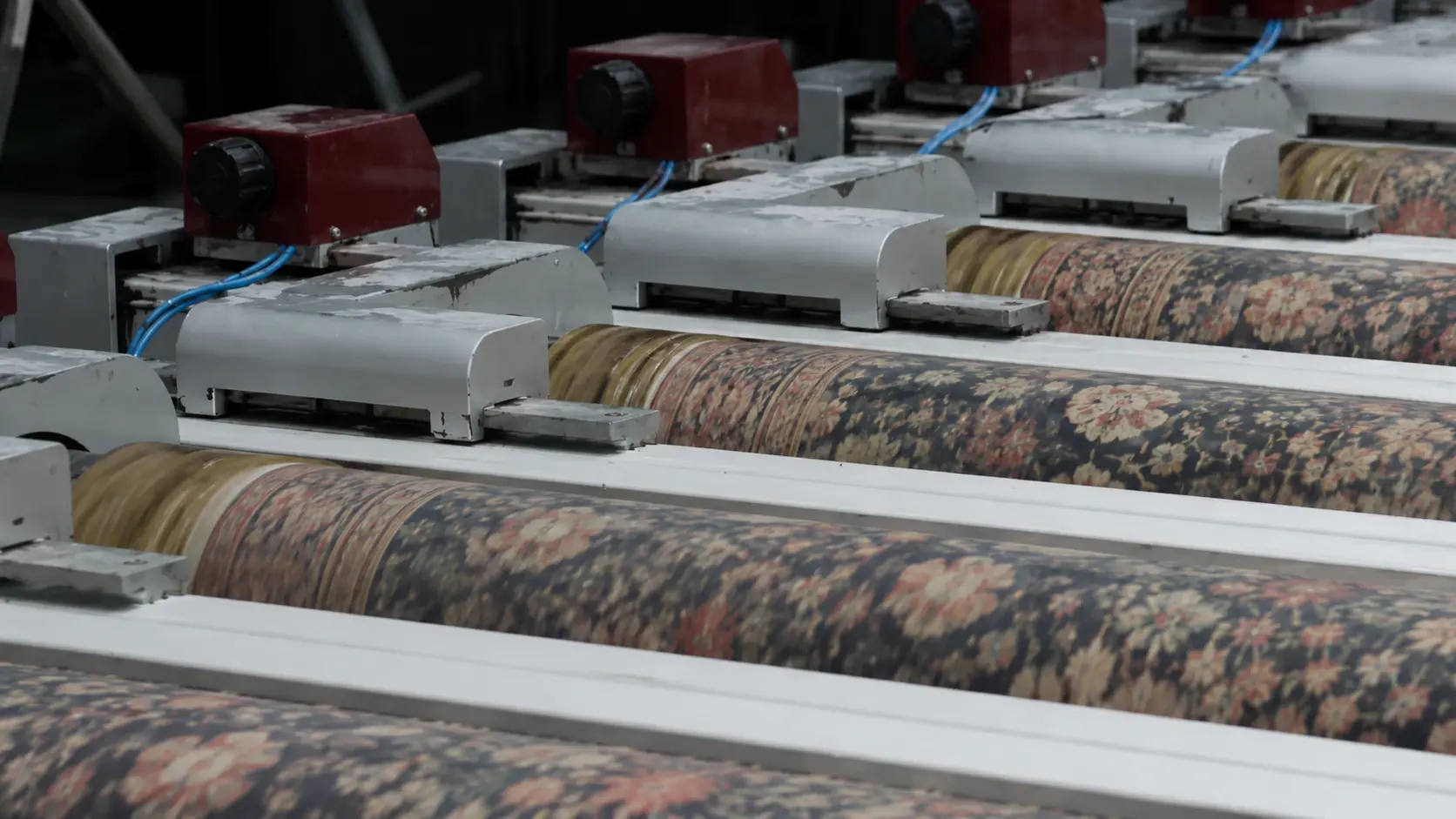
For flat screen and rotary screen printing on cotton, paste viscosity typically falls in the range of 8,000 to 20,000 mPa·s (measured at low shear), though the appropriate value within this range depends on print mesh, fabric weight, and printing speed.
Medium to high viscosity sodium alginate grades are most commonly used for cotton screen printing paste. Low viscosity grades are more appropriate for digital pre-treatment or at lower concentrations where only light paste body is needed.
Paste Concentration and Screen Mesh Considerations
For standard cotton reactive printing, sodium alginate concentrations in the range of 3% to 6% (w/w) are typical, adjusted to the viscosity grade in use. Finer screen mesh openings (higher mesh count) generally require lower viscosity paste to transfer cleanly; coarser screens can accommodate higher viscosity.
If you are switching between cotton weights — for example, from lightweight shirting to heavier twill — reassess paste viscosity and concentration even if the fiber type is the same. The interaction between paste viscosity and fabric construction can significantly affect print quality and dye penetration depth.
Sodium Alginate for Viscose and Lyocell Printing
Differences from Cotton in Dye Uptake
Viscose (rayon) and lyocell (Tencel) are regenerated cellulosic fibers — they are made from cellulose but processed differently from natural cotton. Both fibers have higher moisture absorption capacity than cotton and a more amorphous fiber structure, which means dye molecules penetrate more readily and fixation can occur more quickly under standard steaming conditions.

Viscosity and Concentration Adjustments for Viscose
Viscose fabrics are generally softer and more sensitive to mechanical handling than cotton, and many viscose constructions are lightweight. Lower paste viscosity is often more appropriate for fine viscose prints than for equivalent cotton applications, both to achieve clean pattern transfer and to avoid paste buildup on delicate fabric surfaces.
Fixation and Washout Considerations
Viscose and lyocell are sensitive to mechanical stress when wet. The washing-off stage after fixation needs to be managed carefully — high-tension washing can cause fabric deformation or surface damage. Sodium alginate washes out readily in hot water, so extended or aggressive washing is not required to remove thickener residue, which is an advantage for delicate viscose constructions.
Sodium Alginate for Linen and Ramie Printing
Coarser Fiber Structure and Paste Penetration
Grade Selection for Linen Substrates
For linen printing, medium viscosity sodium alginate grades are typically used, at concentrations similar to cotton screen printing. The priority is achieving paste penetration into the coarser fiber structure without excessive paste spread on the fabric surface.
If you are switching from cotton to linen printing with the same paste formulation, run a fixation trial to confirm that color yield and fastness are acceptable under your standard steaming conditions. Adjustments to steaming time, alkali concentration, or urea content may be needed before production.
Sodium Alginate for Blended Fabrics
Cotton-Polyester Blends
Polyester fiber does not react with reactive dyes — reactive dyes are specific to cellulosic fibers. On a cotton-polyester blend, the reactive dye in the printing paste only fixes to the cotton component; the polyester portion remains undyed or takes on a lighter shade depending on the dye class and fixation conditions.
This creates a differential dyeing effect that is sometimes intentional (for heather or two-tone effects) but can also appear as uneven color if not controlled. Paste formulation for cotton-polyester blends typically uses the same sodium alginate grades as for 100% cotton, but dye concentration may need to be adjusted to account for the lower reactive fiber content in the fabric.

Cotton-Viscose Blends
Cotton-viscose blends are common in apparel fabrics, particularly for softness and drape. Both fibers are cellulosic and reactive with reactive dyes, but their different dye uptake rates can result in differential color depth between fiber types at the same dye concentration and fixation conditions.
For reactive dye printing on cotton-viscose blends, the paste formulation is generally similar to 100% cotton applications. However, the higher dye uptake of the viscose component means that color depth may be slightly higher on viscose yarns compared to cotton yarns in the same fabric — which can be visible in blended constructions with coarser yarn counts.
Challenges of Printing on Multi-Fiber Substrates
Multi-fiber blends introduce complexity because each fiber type responds differently to the same paste formulation, dye concentration, and fixation conditions. When developing paste formulations for new blend substrates, it is worth running color yield and fastness trials on each fiber type separately (if reference fabrics are available) before printing on the blend, to understand the baseline behavior of each component.
Summary: Grade Selection Parameters by Fiber Type
- Cotton: Medium to high viscosity sodium alginate; concentration 3–6% (w/w); standard steaming conditions (100–102°C, 8–12 min); standard alkali and urea levels.
- Viscose / Lyocell: Low to medium viscosity sodium alginate; slightly lower concentration than cotton; gentle washing-off; monitor dye uptake (deeper shade than cotton at same dye concentration).
- Linen / Ramie: Medium viscosity sodium alginate; consider extended steaming time or higher urea content; run fixation trial before production to confirm color yield.
- Cotton-Polyester blend: Same grades as cotton; adjust dye concentration for reactive fiber content; separate disperse dye process if full coverage of polyester is required.
- Cotton-Viscose blend: Same grades as cotton; monitor differential dye uptake between fiber types; adjust dye concentration if shade difference is unacceptable.
How FSX Chemical Supports Fiber-Specific Applications

Next steps:
Request a TDS — review grade specifications for your target fiber type and application
Request a Sample — run paste trials on your specific fabric substrate before bulk ordering
Ask for Grade Matching — share your fiber type, fabric weight, and printing method for a specific recommendation
📧 Email: Service@fsxchemical.com